CIP-2021 : B21C 37/08 : Fabricación de tubos a base de juntas soldadas.
CIP-2021 › B › B21 › B21C › B21C 37/00 › B21C 37/08[2] › Fabricación de tubos a base de juntas soldadas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular.
B21C 37/08 · · Fabricación de tubos a base de juntas soldadas.
CIP2021: Invenciones publicadas en esta sección.
Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura dentro de secciones de perfil tales como tubos y similares.
(13/02/2019) Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura longitudinales dentro de secciones tales como tubos y similares, que comprende:
- un bastidor de soporte de forma alargada y dimensiones transversales adecuadas para permitir que esté contenido dentro de una sección , estando el bastidor de soporte asociado, en uno de sus extremos, con un brazo o barra externa;
- una herramienta removedora de cordón fijada sólidamente al bastidor de soporte, en donde la herramienta removedora de cordón está fijada al bastidor de soporte en el mismo plano axial en el que están contenidos los rodillos ;
- al menos dos rodillos , que están inactivos, dispuestos longitudinalmente a una distancia preestablecida entre sí; caracterizado…
Procedimiento de fabricación de una banda de espesor variable y banda asociada.
(18/01/2019) Procedimiento de fabricación de una banda de espesor variable según su longitud, dicha banda está realizada en una aleación que comprende, en peso:
34,5% ≤ Ni ≤ 53,5% 0,15% ≤ Mn ≤ 1,5% 0 ≤ Si ≤ 0,35%, de preferencia 0,1% ≤ Si ≤ 0,35%
0 ≤ C ≤ 0,07%
opcionalmente:
0 ≤ Co≤ 20%
0 ≤ Ti≤ 0,5%
0,01%≤ Crs≤ 0,5%
el resto son hierro e impurezas resultantes necesariamente de la elaboración, el procedimiento comprende sucesivamente las etapas siguientes:
- producción de una banda inicial de espesor constante (E0) obtenida por laminado en caliente;
- laminado homogéneo en frío de la banda inicial según su longitud para obtener una banda intermedia de espesor constante (Ec) según la dirección de laminado;
-…
Estabilizador hueco, y tubo de acero para estabilizadores huecos y método para producir el mismo.
(23/11/2018) Un estabilizador hueco que tiene una composición química que comprende como componentes químicos, en términos de % en masa:
del 0,26% al 0,30% de C,
del 0,05% al 0,35% de Si,
del 0,5% al 1,0% de Mn,
del 0,05% al 1,0% de Cr,
del 0,005% al 0,05% de Ti,
del 0,0005% al 0,005% de B, y
del 0,0005% al 0,005% de Ca,
en donde:
Al, P, S, N, y O están limitados al 0,08% o menos, al 0,05% o menos, a menos del 0,0030%, al 0,006% o menos, y al 0,004% o menos, respectivamente,
la composición química comprende opcionalmente uno o más de:
del 0,05% al 0,5% de Mo,
del 0,01% al 0,1% de Nb,
del 0,01%…
Aparato para conformar de forma automatizada piezas en bruto de llantas de rueda.
(17/10/2018) Aparato para conformar piezas en bruto de llantas de rueda que comprende:
- una estación (A) de enrollamiento para enrollar piezas en bruto de material en forma de cinta para dar la forma de un cilindro con los bordes (20b', 20c') longitudinales de la pieza (20') en bruto enrollada definiendo un espacio longitudinal, y
- una prensa (B) de aplanamiento para aplanar partes (20b', 20c') de los bordes longitudinales en la pieza (20') en bruto enrollada, en la que dicha prensa de aplanamiento incluye un dispositivo de agarre para sujetar con pinzas la pieza (20') en bruto enrollada, comprendiendo dicho dispositivo de agarre dos pares de mordazas , estando cada par de mordazas adaptado para acoplarse a los bordes (20b1, 20b2; 20c1, 20c2) laterales…
Brazo telescópico de alta resistencia.
(07/03/2018) Un brazo telescópico de alta resistencia, que comprende una pluralidad de secciones coaxiales con unos tamaños en disminución sostenida y que se insertan uno dentro de otro que pueden deslizarse el uno respecto del otro, y gracias a un mecanismo de accionamiento adecuado, se puede mover el brazo desde la posición inicial hasta la posición de funcionamiento, y viceversa; cada sección comprende, en sección transversal, una parte superior (3a) una parte inferior (3b) partes laterales (3c, 3d) entre las mismas; cada sección comprende una pluralidad de segmentos rectos dispuestos en una secuencia; teniendo cada segmento recto una longitud (b), un espesor (t1) y dos extremos (6a, 6b); estando cada extremo (6a, 6b) del segmento recto conectado…
Método para fabricar una aguja y aguja.
(21/06/2017) Un método para formar un elemento característico en una cánula en una posición fija predeterminada inmutable a lo largo de la longitud de la cánula, que comprende:
proporcionar una cánula que tiene un primer extremo , un segundo extremo , un eje , una longitud que se extiende desde el primer extremo al segundo extremo, y un diámetro exterior que se extiende sobre al menos una primera porción de la longitud;
caracterizado por los pasos de:
proporcionar un manguito con un reborde proximal , un reborde distal , un diámetro interior, extendiéndose una longitud de manguito desde el reborde proximal al reborde distal, y extendiéndose unos…
Método de fabricación de una tubería de acero mediante soldadura por costura y su aparato de fabricación.
(13/04/2016). Solicitante/s: JFE STEEL CORPORATION. Inventor/es: INOUE, TOMOHIRO, SAKASHITA,SHIGETO, YUASA,DAIJIRO, YOKOYAMA,HIROYASU, KENMOCHI,KAZUHITO, IIZUKA,YUKINORI.
Un método para fabricar una tubería de acero mediante soldadura por resistencia eléctrica que incluye las etapas de conformar una tira de acero en forma de tubería abierta sustancialmente tubular y soldar ambos bordes (4a, 4b) de la tubería abierta mediante soldadura por resistencia eléctrica, comprendiendo el método la etapa de: previamente a la soldadura por resistencia eléctrica, aplicar una forma (5a, 5b) ahusada a cada uno de los bordes (4a, 4b) de la tubería abierta; medir la forma (5a, 5b) ahusada antes de la soldadura por resistencia eléctrica; medir una cantidad de óxido en la porción soldada después de la soldadura por resistencia eléctrica; y ajustar una potencia eléctrica de soldadura para la soldadura por resistencia eléctrica basándose en los resultados de medición de la medición de la forma ahusada y la medida de la cantidad de óxido.
PDF original: ES-2576581_T3.pdf
Disposición hidráulica de penetración de tubos y grupo constructivo para la misma.
(24/02/2016) Disposición de penetración de tubos para sistemas de desbarbado interior de tubos que está destinada a unirse con un impedidor y/o una barra de prolongación adicional, en unión de la utilización de un cepillo para costuras interiores, cuya disposición de penetración de tubos está constituida por un cuerpo de base , un puente unido con el cuerpo de base de la disposición de penetración de tubos, un tubo de alojamiento unido con el puente , un acoplamiento de la disposición de penetración de tubos fijado en el tubo de alojamiento y varias tuberías de fluidos que discurren en la disposición de penetración de tubos, caracterizada por que el tubo de alojamiento presenta en su superficie periférica interior un hexágono interior y el acoplamiento de la disposición de penetración de tubos…
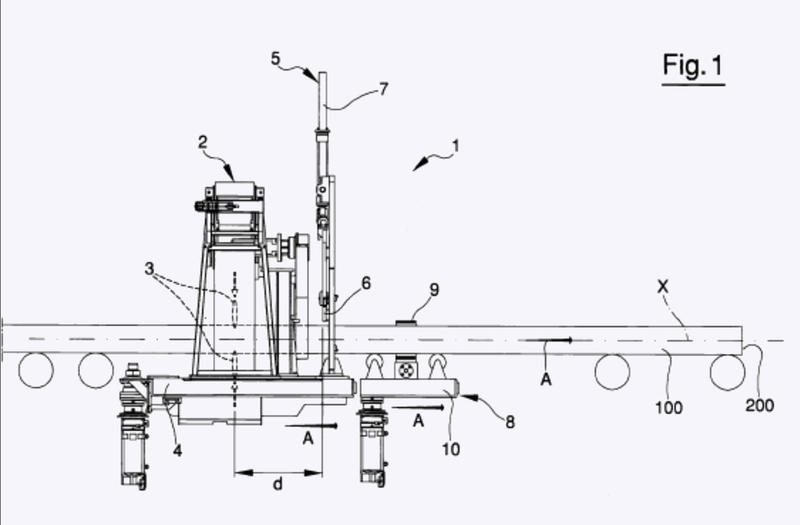
Máquina de troceado de tubos.
(03/02/2016). Ver ilustración. Solicitante/s: FIVES OTO S.P.A. Inventor/es: CHEZZI,ALEARDO, MICALI,LUCIANO, ANESI,ANDREA, VECCHINI,GIANLUCA.
Una máquina de troceado, que comprende:
una unidad de corte que es capaz de recibir un tubo y cortar el tubo de acuerdo con un plano transversal a un eje longitudinal (X) del tubo ; caracterizado porque dicha máquina comprende además:
medios de movimiento que permiten agarrar establemente un tramo (S) de tubo troceado y mover dicho tramo (S) alejándolo de la unidad de corte a lo largo de un sentido de avance (A) del tubo ;
un dispositivo de recortado interpuesto entre dicha unidad de corte y dichos medios de movimiento y configurado para llevar a cabo el corte de una costura de soldadura interna que flota dentro de dicho tubo.
PDF original: ES-2566920_T3.pdf
Dispositivo y procedimiento para producir un soporte de cajas.
(28/01/2016). Ver ilustración. Solicitante/s: ABUS KRANSYSTEME GMBH. Inventor/es: MARTENS, WILLI, BUBE,ECKHARD, VOLKMER,DIRK.
Dispositivo para producir un soporte de cajas para una instalación de grúa corredera, con una hembra exterior, dispuesta de forma estacionaria y con un macho que puede moverse dentro de la hembra, entre los cuales está formada una rendija periférica para introducir unas chapas , que configuran una caja en una posición dispuesta entre la hembra y el macho , en donde el macho está unido a un cable, a través del cual el macho se mantiene horizontalmente en posición dentro de la hembra.
PDF original: ES-2557803_T3.pdf
Máquina herramienta manual y procedimiento de fabricación.
(17/06/2015) Máquina herramienta manual con un mecanismo de impacto neumático , que presenta un excitador accionado con motor, un tubo de guía y un husillo percutor en forma de pistón, en la que el husillo percutor en forma de pistón está guiado a través de un lado interior del tubo de guía , y cierre en el tubo de guía con el excitador un muelle neumático , caracterizada porque el tubo de guía está formado a partir de una tira de chapa doblada en un tubo, cuyos dos cantos longitudinales opuestos están unidos por medio de una costura y/o por medio de una unión positiva dentada .
Acumulador de presión de forma tubular, en particular para motores de combustión interna de encendido por chispa y compresión de mezcla.
(22/04/2015) Acumulador de presión de forma tubular, en particular carril de distribución de combustible para motores de combustión interna de encendido por chispa y compresión de mezcla, con una pared metálica , que está doblada de forma tubular, en el que los lados longitudinales dirigidos entre sí de la pared metálica doblada de forma tubular están unidos entre sí por medio de al menos una costura de soldadura , en el que la pared metálica doblada de forma tubular presenta una característica de diseño (3 - 7, 8, 9, 9', 9"), que está configurada por una mecanización de la pared metálica realizada antes de la soldadura y la flexión de la pared metálica , caracterizado porque la pared metálica presenta después de la flexión una geometría…
PROCEDIMIENTO DE FABRICACIÓN DE MANGOS PARA UTENSILIOS DE LIMPIEZA.
(31/12/2014). Ver ilustración. Solicitante/s: SP BERNER PLASTIC GROUP, S.L.. Inventor/es: ESCARPA GIL,JULIAN.
Procedimiento de fabricación de mangos para utensilios de limpieza. Se parte de un fleje metálico que se deforma para conformar un tubo, cuya cara exterior se ha limpiado y acondicionado previamente para facilitar la adherencia de una primera capa de material adhesivo, sobre la cual se aplica una segunda capa de un material plástico, cubriéndose ésta finalmente con una tercera capa de material plástico también. El procedimiento utilizado asegura una correcta unión de los distintos elementos del mango, a la vez que proporciona un mango con un tacto muy agradable para las manos del usuario. El palo obtenido tiene una mayor durabilidad porque se encuentra protegido perfectamente contra la corrosión gracias a las tres capas, cada una de las cuales tiene un espesor aproximado de 90 micras.
Procedimiento para la fabricación de perfiles huecos ranurados.
(01/10/2014) Procedimiento para la fabricación de perfiles huecos ranurados a partir de una chapa recortada , en el que el perfil hueco se fabrica a partir de la chapa sustancialmente plana mediante el uso de la técnica de arrollamiento o mediante el uso de una conformación U-O, de tal manera que el perfil hueco presenta una ranura que se extiende en la dirección axial a lo largo de los bordes de contacto a tope de la chapa conformada, en donde el recorte de chapa en las superficies de sección transversal localmente previstas proporciona una mayor longitud circunferencial que la longitud de conformación requerida, de tal manera que durante la conformación…
Planta para la producción de tubos compuestos multicapas.
(10/09/2014) La invención se refiere a una planta para la producción de tubos compuestos multicapas con un dispositivo de reconformación para la reconformación de una banda metálica a un cuerpo tubular, con una estación de soldadura con dispositivo de soldadura para la soldadura de los bordes longitudinales adyacentes del cuerpo tubular y con un dispositivo de extrusión que tiene dispuesta aguas arriba del dispositivo de soldadura , visto en el sentido de producción , adyacente al dispositivo de reconformación una primera extrusora para la aplicación de una capa interior de plástico sobre el cuerpo tubular, que tiene asignada una tercera extrusora para la aplicación de un agente adhesivo para la capa interior, y una segunda…
Dispositivo y procedimiento para la fabricación de perfiles huecos al menos parcialmente cerrados con tiempo de ciclo corto.
(07/07/2014) Dispositivo para la fabricación de perfiles huecos al menos parcialmente cerrados a partir de una pletina mediante una conformación en U-O con un juego de herramientas que comprende un punzón en U en una primera mitad de herramienta 5 para producir una pletina al menos parcialmente en U y una matriz superior en una segunda mitad de herramienta para conformar una pletina al menos parcialmente en U en un perfil hueco al menos parcialmente cerrado, caracterizado porque el juego de herramientas discurre en paralelo entre sí en dirección axial del perfil hueco al menos parcialmente cerrado, que se va a fabricar, y está superpuesto en dirección de cierre de las…
Procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con un chaflán distanciado de cantos longitudinales; tubo de metal fabricado de esta manera.
(23/04/2014) Un procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con las siguientes etapas:
- doblado de la chapa de metal para formar un tubo, de modo que dos cantos longitudinales forman una junta soldada a tope para el cordón de soldadura longitudinal,
- disposición de respectivamente una chapa de entrada o salida a los dos lados de la junta soldada a tope , y
- realización del cordón de soldadura longitudinal partiendo de la chapa de entrada, a continuación a lo largo de la junta soldada a tope y finalmente en la chapa de salida ,
caracterizado por que,
antes del doblado para la preparación de un cordón de soldadura circular, la chapa de metal es provista en al menos un canto transversal de un chaflán , que comienza y termina…
Estación de acabado de estructura variable para una máquina para la conformación de tubos.
(16/04/2014) Estación de acabado con estructura variable para una máquina para la conformación de tubos por curvado de una tira de chapa metálica, comprendiendo la estación dos placas (36, 36'), unidas integralmente entre sí y que deslizan a lo largo de dos soportes de guiado verticales , que soportan, como mínimo, una pluralidad de rodillos de conformación , caracterizada porque los rodillos de conformación están montados sobre zapatas deslizantes capaces de deslizar en guías radiales constituidas en las placas (36, 36'), siendo desplazadas las zapatas deslizantes que soportan los rodillos de conformación por palancas articuladas a las placas (36, 36') y conectadas entre sí por varillas de conexión , estando articuladas…
Dispositivo y procedimiento para la fabricación de perfiles huecos al menos parcialmente cerrados con mitades de estampa giratorias y tiempo de ciclo reducido.
(12/03/2014) Dispositivo para la fabricación de perfiles huecos al menos parcialmente cerrados a partir de una plancha mediante una conformación en U-O con una herramienta que comprende al menos un punzón en U y al menos una estampa superior en una primera mitad de herramienta, caracterizado porque al menos dos matrices al menos parcialmente en forma de U idénticas están previstas en una segunda mitad de herramienta, el punzón en U y la estampa superior de la primera mitad de herramienta se acoplan, al cerrarse la herramienta , al mismo tiempo con en cada caso una estampa al menos parcialmente en forma de U, el al menos un punzón en U y la al menos una estampa superior de la primera mitad de herramienta y las al menos dos estampas al menos…
Aparato para la fabricación de un tubo multicapa para la conexión hidráulica y el cableado de paneles solares.
(11/12/2013) Un aparato para la fabricación de un tubo multicapa para la conexión hidráulica y el cableado depaneles solares, caracterizado porque comprende
- medios para recubrir al menos un tubo flexible con al menos una cinta de material termoaislante;
- medios para sujetar dicha cinta hecha de material termoaislante envolviendo el tubo flexiblecorrespondiente ;
- medios para recubrir al menos dos tubos flexibles , que ya están recubiertos con dicha cinta aislante yse disponen de lado a lado y paralelos entre sí, con una envoltura de protección y contención ,
- medios para el cierre longitudinal de dicha envoltura…
Dispositivo de mecanizado del borde longitudinal para chapas.
(20/11/2013) Dispositivo de mecanizado del borde longitudinal para chapas (B), en particular en la fabricación de tubos, con undispositivo de sujeción y un dispositivo de curvado con disposiciones de herramienta de conformación inferior ysuperior que están realizadas para el precurvado del borde longitudinal, en el que las disposiciones de herramientade conformación inferior y superior se extienden a través de toda la longitud del borde longitudinal de la chapa (B) yde las que al menos la disposición de herramienta de conformación superior o inferior es ajustable en la direcciónvertical respecto a la placa de chapa (B) para la ejecución del proceso de precurvado y puede ser sometida a unafuerza…
Procedimiento y dispositivo para la producción de un cuerpo hueco y cuerpo hueco.
(18/04/2013) Procedimiento para la producción de un cuerpo hueco de metal que presenta al menos una primera sección axial con una primera superficie de corte transversal y una segunda sección axial con una segundasuperficie de corte transversal y en el que ambas secciones axiales del cuerpo hueco están unidasentre sí a través de una transición de forma, que discurre esencialmente en un plano radial, es decir, através de una transición de forma que presenta una desviación de como máximo +/- 20º con respecto a laperpendicular a la dirección axial, en el que se produce un cuerpo de preforma a partir de una pletina,que presenta al menos una zona de transición,…
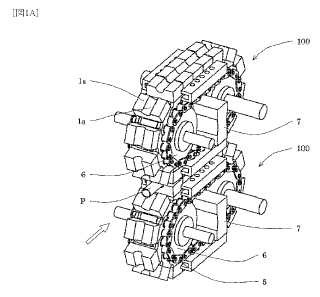
Aparato de torneado, zapata del mismo y método de torneado.
(14/11/2012). Ver ilustración. Solicitante/s: NAKATA MANUFACTURING CO., LTD. Inventor/es: WANG,FEIZHOU, NAKANO,TOMOYASU, INOKUMA,AKINORI, YIN,JILONG, AKAI,TERUTOMO.
Un aparato de torneado que utiliza tiras de metal (40P, 50P) como materia prima, que comprende:
un tren de bloque de zapatas que incluye una pluralidad de zapatas(1 s, 22s, 53s) cuya forma de sección transversal en su superficie externa incluye una parte o toda la forma periféricade la sección transversal objetivo de la tira de metal que se va a tornear por el dispositivo; y
una o varias unidades de torneado , cada una de las cuales tiene una banda sinfín en la que un tren de bloquede zapatas mencionado anteriormente se mueve, en donde en uso las zapatas entran en contacto con y se muevenen forma sincronizada con la tira de metal que se va a tornear en un área de torneado en la dirección longitudinal dela tira,caracterizado porque la porción de banda sinfín mencionada anteriormente en el área de torneado anteriormentemencionada es un arco que tiene una longitud requerida y un radio de un círculo virtual(R).
PDF original: ES-2396278_T3.pdf
Pieza moldeada y procedimiento para la fabricación de este tipo de pieza moldeada.
(07/05/2012) Pieza moldeada que está fabricada a partir de una chapa plana , está configurada al menos por secciones de manera hueca y comprende en su zona hueca una pared que rodea al menos parcialmente la cavidad de la pieza moldeada y presenta en al menos una zona parcial un elemento moldeado , caracterizada por que en dirección de una línea de doblado de la pieza moldeada, a una distancia del elemento moldeado , está configurado al menos un punto de debilitamiento local y/o canto de retención en la superficie exterior de la pared , que se extiende en ángulo recto respecto a la línea de doblado al menos en una…
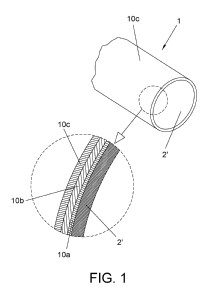
Manguera a base de lámina de alumino.
(18/04/2012) Elemento de la manguera (10, 10') para el transporte de fluidos, que comprende:
una primera capa tubular ;
una capa de barrera de vapor de metal formada por al menos una tira de metal (40a, 40b) que rodea la primeracapa tubular, y
una segunda capa tubular que rodea la capa de barrera de vapor de metal;
en el que la al menos una tira de metal tiene porciones de borde unidas juntas para formar al menos unacostura , estando las caras opuestas de las porciones de borde soldadas juntas; y
en el que la al menos una costura se dobla sobre una porción de la tira de metal adyacente a la costura.
"METODO DE FABRICACION DE UN TUBO METALICO Y TUBO METALICO OBTENIDO POR EL MISMO".
(16/06/2007) Método para la fabricación del tubo metálico que tiene como mínimo dos diámetros internos que comprenden las siguientes etapas: troquelar un elemento de chapa que tiene una forma de desarrollo correspondiente al tubo metálico a partir de una chapa metálica de manera tal que dicho elemento de chapa queda unido parcialmente a dicha chapa metálica delgada ; conformar mediante prensa dicho elemento de chapa formando un cuerpo tubular que tiene como mínimo dos diámetros internos; y cortar dicho elemento de chapa unido parcialmente a dicha chapa metálica para producir el tubo metálico que tiene, como mínimo, los dos diámetros internos mencionados, caracterizado porque en la etapa de conformación mediante prensa, una parte de dicho elemento de chapa que corresponde al extremo distal o próximo del tubo , obtenido…
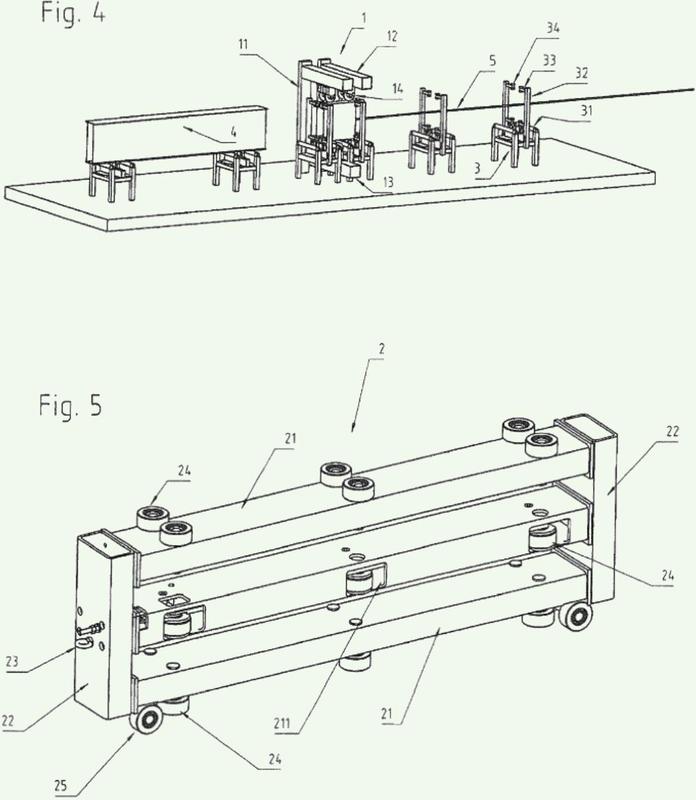
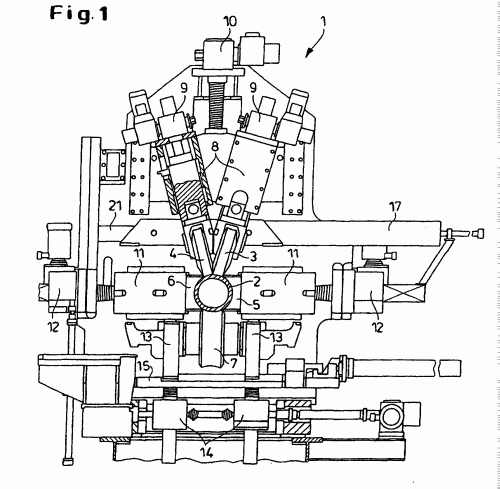
METODO Y DISPOSITIVO PARA CAMBIAR LOS CILINDROS DE UNA CAJA DE SOLDADURA DE CILINDROS.
(01/11/2006). Ver ilustración. Solicitante/s: SMS MEER GMBH. Inventor/es: HEIMANN, BERNHARD.
Un método para el cambio de juegos de cilindros montados en colisas de cojinetes del cilindro de una caja de una máquina de soldadura de tubos longitudinal de funcionamiento continuo, que constan de cilindros superiores , cilindros laterales y un cilindro inferior , donde los cilindros superiores se elevan, caracterizado por: a) la colocación de un medio de desmontaje y transporte bajo los cilindros superiores levantados, b) la bajada y el depósito de los cilindros superiores en el medio de desmontaje y transporte c) la elevación de los cilindros laterales y del cilindro inferior al medio de desmontaje y transporte hasta conseguir la formación central de los sujeta-cilindros laterales en los orificios centrales del medio de desmontaje y de transporte, y d) tras la extracción de los cilindros superiores, el movimiento lateral del medio de desmontaje y transporte con el juego de cilindros completo.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN PERFIL METALICO CERRADO O TUBO METALICO CON UN GROSOR DE PARED VARIABLE A LO LARGO DE SU EJE LONGITUDINAL.
(16/04/2006). Solicitante/s: DREISTERN GMBH & CO. KG.
Procedimiento para la fabricación de un perfil metálico cerrado o tubo metálico, cuyo grosor de pared varía a lo largo de su eje longitudinal, con las siguientes etapas de procedimiento: - conformación de una cinta de chapa con grosor de cinta variable a lo largo de su longitud mediante herramientas de conformación por laminación para obtener un perfil o un tubo , - calibrado del perfil o del tubo en al menos una pareja de rodillos de calibrado hasta alcanzar medidas exteriores predeterminadas, - unión por soldadura de los lados estrechos de la cinta de chapa dispuestos uno al lado del otro por la conformación y el calibrado, para acabar un perfil cerrado o un tubo.
INSTALACION PARA PERFILAR CON UNA MAQUINA PARA PERFILAR Y CON UN DISPOSITIVO DE SOLDADURA.
(01/01/2006) Instalación para perfilar con una máquina para perfilar y con un dispositivo de soldadura dispuesto en su trayectoria para la fabricación de un perfil formado a partir de material de banda metálica , donde el dispositivo de soldadura presenta al menos dos cabezales de soldadura para la generación de dos costuras de soldadura en el perfil, donde la máquina para perfilar presenta herramientas dispuestas unas detrás de otras en la dirección de avance de la banda de metal , que están formadas en cada caso esencialmente por al menos dos rodillos para perfilar dispuestos sobre ejes especialmente paralelos,…
DISPOSITIVO PARA FABRICAR UN TUBO.
(01/12/2005) Dispositivo para fabricar un tubo con sección transversal poligonal, con preferencia rectangular, que presenta una unidad de soldadura de tubos en la que, a partir de un fleje metálico plano se conforma el tubo y éste se suelda en el punto de costura que se produce, así como una unidad de laminación que se conecta a la unidad de soldadura de tubos en la dirección de alimentación (R) del tubo , que lamina el tubo fundamentalmente en el contorno deseado, con sección transversal poligonal, estando dispuesta después de la unidad de laminación en la dirección de alimentación del tubo una unidad de laminación por bombeado , que para al menos dos lados de tubo opuestos del tubo presenta cilindros…
METODO PARA FABRICAR TUBOS SOLDADOS LONGITUDINALMENTE.
(16/04/2005) Método para fabricar tubos soldados longitudinalmente, en el que se conforma gradualmente una banda metálica extraída continuamente de un alimentador en un tubo ranurado, y se sueldan las ranuras longitudinales del tubo ranurado, caracterizado porque la banda metálica se embute a través de una primera etapa de conformación que consiste en una pluralidad de matrices de embutir que están próximas unas detrás otras, cuyo diámetro se estrecha en el sentido de fabricación, porque la banda metálica se redondea cada vez más en cada una de las matrices de embutir en una dirección periférica, porque el tubo ranurado se cierra directamente antes del punto de soldadura en una última etapa de conformación que consiste…
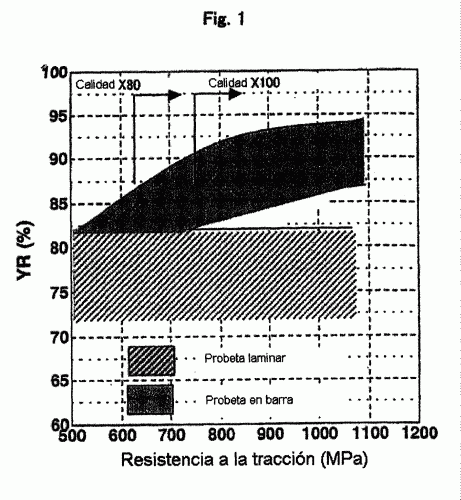
PROCEDIMIENTO PARA PRODUCIR TUBOS DE ACERO DE ALTA RESISTENCIA.
(01/04/2005). Ver ilustración. Solicitante/s: SUMITOMO METAL INDUSTRIES, LTD.. Inventor/es: TAKAHASHI, NOBUAKI, YAMAMOTO, AKIO, IKEDA, TOMOAKI, FUKUBA, TETSUYA.
Procedimiento para producir una tubería de acero que presenta una microestructura que comprende martensita y/o bainita en una cantidad de por lo menos un 80% expresados en términos de porcentaje de área, y que presenta un límite de elasticidad no inferior a 551 MPa, comprendiendo dicho procedimiento las etapas de conformar y soldar una placa de acero en una tubería de acero, y expandir la tubería de acero, caracterizado en que dicha etapa de expansión comprende expandir la tubería de acero en un 0, 3 a un 1, 2% y en que dicho procedimiento comprende, además, la etapa de reducir la tubería de acero expandida en un 0, 1 a un 1, 0%.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}