CIP-2021 : B29C 53/06 : Formación de líneas de doblado por prensado o incisión.
CIP-2021 › B › B29 › B29C › B29C 53/00 › B29C 53/06[3] › Formación de líneas de doblado por prensado o incisión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad).
B29C 53/06 · · · Formación de líneas de doblado por prensado o incisión.
CIP2021: Invenciones publicadas en esta sección.
Núcleo de plegado de una sola capa.
(20/05/2020) Procedimiento para la producción de un núcleo de plegado para una estructura ligera, en el que en una primera etapa de procedimiento se aplican líneas de doblado a un producto semiacabado plano deformable , que se deforma en dos zonas parciales congruentes con contornos exteriores cuadrados y una línea de doblado común con una herramienta de deformación que comprende dos mitades de herramienta , generando una mitad de herramienta una primera fuerza de deformación que se dirige de manera opuesta a una segunda fuerza de deformación generada por otra mitad de herramienta , y ambas actúan ortogonalmente al producto semiacabado plano y luego en una segunda etapa de procedimiento se produce un núcleo de plegado tridimensional en el que se aplican simultáneamente fuerzas transversales que tienen una dirección de acción ortogonal entre sí y…
Máquina para la fabricación de conducto recto de fibra de vidrio para aire acondicionado y ventilación.
(04/12/2019). Solicitante/s: DELGADO VALDERRAMA, Victor. Inventor/es: DELGADO VALDERRAMA,Victor.
Máquina para la fabricación de conducto recto de fibra de vidrio para aire acondicionado y ventilación.
Constituida a partir de una estructura metálica en la que se montan cuatro rodillos, de forma que las planchas de fibra de vidrio entran entre dos de ellos a la entrada que tiran de ellas y salen también empujados entre los otros dos a la salida, y entre los rodillos de entrada y salida se encuentra una guía donde se aloja uno o varios juegos de cuchillas que practican los correspondientes cortes para que se pueda doblar la placa en 90º y hacer un encaste y un solape para poder cerrar el conducto y graparlo para dejarlo rectangular. La estructura también cuenta a la entrada de los dos primeros rodillos con una base con topes para guiar en línea recta y apoyar la plancha de fibra.
PDF original: ES-2734142_A1.pdf
Proceso para producir paneles de acabado compuestos y panel obtenido con este proceso.
(04/09/2019) Un proceso para producir paneles de acabado compuestos que comprende trabajos mecánicos ejecutados en pasos separados, en donde estos pasos son:
- proveer una lámina de acero inoxidable que tiene, al menos, la cara destinada a mirar hacia el exterior del panel con un acabado superficial adecuado para el uso;
- ejecutar operaciones de mecanizado mecánico sobre dicha lámina ;
- proveer una lámina de material de núcleo ;
- unir, mediante pegado, dicha lámina de acero inoxidable a dicha lámina de material de núcleo ;
- ejecutar operaciones de mecanizado mecánico sobre dicha lámina de material de núcleo en una zona que define un borde perimetral de dicha lámina de núcleo;
- unir, mediante pegado, una lámina de metal de contrapeso a dicha…
Codos en paneles compuestos.
(27/03/2019). Solicitante/s: THE BOEING COMPANY. Inventor/es: YOUNG,STEPHEN M, DAVISON,CARL AARON, PFEFFER,WILL GEORGE.
Un método para formar un codo en un panel compuesto , en el que el panel compuesto comprende una capa de relleno entre una primera capa compuesta y una segunda capa compuesta, comprendiendo el método:
formar una ranura que tiene una pestaña curvada en el panel compuesto;
insertar una lámina en la pestaña curvada; y
doblar el panel compuesto con la ranura y la lámina dentro de la pestaña curvada alrededor de un eje longitudinal de la ranura para formar el codo, en el que la pestaña curvada tiene una anchura de tolerancia de doblado mayor que una anchura de ranura de doblado y en el que la anchura de ranura de doblado se configura de tal manera que se evita que los bordes de la primera capa compuesta entren en contacto entre sí después de doblar el panel compuesto para formar el codo.
PDF original: ES-2732364_T3.pdf
Método para producir una cubierta.
(14/01/2019) Método para producir una cubierta para superficies o estructuras que comprende las etapas de:
- disponer una primera capa hecha de un material flexible que tiene una primera y una segunda superficies (2a, 2b) enfrentadas respectivamente a lados opuestos, disponiendo una red que tiene una pluralidad de aberturas pasantes;
- disponer una segunda capa hecha de un material sustancialmente rígido que tiene una primera superficie (3a) y una segunda superficie (3b) enfrentadas respectivamente a lados opuestos;
- fijar dicha primera superficie (3a) de dicha segunda capa a dicha segunda superficie (2b) de dicha primera capa aplicando un pegamento o una sustancia…
Procedimiento para fabricar un elemento de construcción compuesto.
(13/04/2016). Solicitante/s: FITS HOLDING BV. Inventor/es: DE GROOT,Martin,Theodoor.
Un procedimiento para producir un elemento de construcción compuesto , procedimiento que comprende las etapas de: a) proporcionar un elemento de construcción compuesto , que comprende una capa central termoplástica con al menos una capa de recubrimiento termoplástica reforzada con fibra ; b) proporcionar una interrupción en la capa de recubrimiento termoplástica reforzada con fibra del elemento ; c) colocar una capa de refuerzo termoplástica reforzada con fibra a lo largo de un borde de la interrupción ; d) deformar al menos los bordes situados a lo largo de la interrupción mediante la aplicación de calor y presión, de modo que se obtiene un rebaje que está delimitado al menos parcialmente por paredes termoplásticas reforzadas con fibra que comprenden la capa de refuerzo termoplástica reforzada con fibra.
PDF original: ES-2579182_T3.pdf
Techo de vehículo abombado con elemento de refuerzo y amortiguación.
(20/01/2016) Techo de vehículo abombado de chapa metálica, plástico o material compuesto y con un elemento de refuerzo de techo pegado sobre el techo del vehículo por el lado interior de éste y formado por una placa compuesta de espesor D constituida por un núcleo de material espumado de espesor DS y unas capas de cubierta fijamente unidas por ambos lados con el núcleo de material espumado, en donde el elemento de refuerzo de techo presenta exclusivamente en el lado vuelto hacia el techo del vehículo un patrón de cortes lineales con una profundidad de corte T de al menos un 55% del espesor D del elemento de refuerzo de…
Panel compuesto y su procedimiento de realización.
(03/06/2015) Panel compuesto, que comprende:
- una pluralidad de paneles compuestos elementales , comprendiendo cada uno por lo menos un alma y dos pieles superficiales dispuestas a uno y otro lado del alma, y estando cada uno termosoldado según una zona de ensamblaje con por lo menos un panel elemental próximo por uno de sus lados,
estando el panel compuesto caracterizado por que comprende además:
- una zona hundida, o hueca formada en las pieles superficiales, a uno y otro lado de la zona de ensamblaje y a lo largo de esta,
- una banda de material de refuerzo dispuesta sobre dicha zona de ensamblaje de un panel con el o los paneles próximos, en cada zona hundida o hueca .
PLACA PRECORTADA PERMITIENDO LA OBTENCION DE UN VOLUMEN, ESPECIALMENTE UN EMBALAJE, PROCEDIMIENTO DE FABRICACION DE TAL PLACA, Y EMBALAJE ASI OBTENIDO.
(01/12/2004) Placa precortada para definir un conjunto de partes de placa, siendo dicha placa apta a tener al menos dos primera y segunda formas, la primera forma llamada "de plano" en la cual dicha placa en su conjunto se encuentra sensiblemente en un plano y la segunda forma llamada "plegada" obtenida después de su plegado alrededor de los medios de bisagras de las partes de placa unas con relación a otras para definir un volumen hueco, por ejemplo todo o parte de un embalaje de productos, caracterizada porque está constituida por un apilamiento de al menos tres capas unas sobre otras, primera, segunda y tercera capa respectivamente, siendo la segunda capa situada entre la primera y la tercera…
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS DE MUEBLE Y CUERPO DE MUEBLE.
(01/12/2003) Procedimiento para la fabricación de cuerpos de mueble con cantos angulados comunes a lo largo, con las caras del cuerpo (1a, 1b), unidas entre sí mediante superficies biseladas , de madera o de materiales similares a la madera, por el que en un tablero , en la cara exterior del cuerpo terminado que se encuentra en el exterior, en la mencionada cara exterior , a lo largo de los cantos angulados por construir, se aplica, respectivamente, una bisagra de película de material flexible, y luego, en la cara del cuerpo terminado que se encuentra en el interior, en la mencionada cara interior , a lo largo de los cantos angulados por construir, se talla una ranura en forma de V, simétrica en su sección transversal, hasta la bisagra de película , por lo que…
PROCEDIMIENTO PARA LA FABRICACION DE ESTRUCTURAS DE MUEBLES.
(16/09/2003). Ver ilustración. Solicitante/s: RIESMEIER, WILHELM. Inventor/es: RIESMEIER, WILHELM.
SE BASA EN EL PROCEDIMIENTO DE DOBLADO DE LAMINAS EN EL QUE SE MONTAN LATERALES DEL CUERPO, CONFORMANDOSE DE UNA PLACA CON RANURAS EN V HENDIDAS . ESTAS RANURAS EN V SE EXTIENDEN A LO LARGO DE LAS LINEAS DE DOBLADO, EN LAS QUE SE ENCUENTRA UNA BISAGRA LAMINAR EN LA ZONA DEL VERTICE DE LAS RANURAS EN V RESPECTIVAMENTE . DE ESTE MODO PUEDE UNIRSE UN CUERPO DE MUEBLE POR CUATRO SEGMENTOS DE PLACAS UNO CON EL OTRO A TRAVES DE TRES BISAGRAS LAMINARES . PARA OBTENER POSIBILIDADES TECNICAS Y TOLERANCIAS DE FORMACION ESTETICA MEJORES EN LA CONFIGURACION DE LAS ARISTAS DEL CUERPO, LAS BISAGRAS LAMINARES SE CONFORMAN UN MATERIAL PLASTICO, INYECTADO EN RANURAS ADICIONALES, PUESTAS EN LA PARTE EXTERIOR DE LA PLACA BASE Y OPUESTAS A LAS RANURAS EN V Y QUE PERMANECEN EN LOS LATERALES DEL CUERPO (1A, 1B) UNIENDOLOS PARA CONFORMAR LOS ANGULOS EXTERIORES DEL CUERPO.
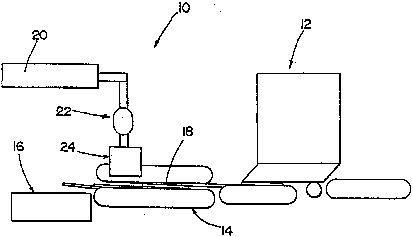
TRATAMIENTO CON LASER DE HOJAS DISCRETAS DE MATERIAL.
(01/03/2003). Ver ilustración. Solicitante/s: COMBIBLOC, INC. Inventor/es: ROBICHAUD, ARTHUR, W., DUFFY, TIMOTHY, W.
UN PROCESO Y APARATO PARA TRATAR CON LASER LAMINAS DISCRETAS DE MATERIAL INCLUYE PASAR LAMINAS IMBRICADAS POR UN TRANSFERIDOR DE IMBRICADOS PARA SER TRATADAS POR UN SISTEMA LASER . EL SISTEMA LASER INCLUYE UN GALVANOMETRO LASER DE DOS EJES Y UN DISPOSITIVO DE ENFOQUE DE EJES ADICIONAL . EL HAZ LASER SIGUE Y ESTA EN CONTACTO CON LAS LAMINAS IMBRICADAS DISCRETAS QUE SE MUEVEN CONTINUAMENTE.
PROCEDIMIENTO PARA LA FABRICACION EN CONTINUO DE UN FRIGORIFICO.
(16/02/2003). Solicitante/s: BAYER AKTIENGESELLSCHAFT. Inventor/es: DIETRICH, KARL-WERNER, DR., VLEURINCK, HANS, GUNTER.
Procedimiento para la fabricación de un frigorífico caracterizado porque un elemento sándwich de espuma de plástico, fabricado de forma continua, se alinea en sentido horizontal de modo anisotrópico en su estructura celular, se corta a medida en longitud o en inglete y se coloca en forma de una caja abierta hacia dos lados.
PROCEDIMIENTO PARA LA FABRICACION DE PANELES AISLANTES EVACUADOS NO PLANOS.
(16/09/2000). Ver ilustración. Solicitante/s: HUNTSMAN ICI CHEMICALS LLC. Inventor/es: DE VOS, RIK, BIESMANS, GUY, LEON, JEAN, GHISLAIN.
PANELES DE AISLAMIENTO DE VACIO INTEGRADOS NO PLANOS Y METODO PARA FABRICARLOS A BASE DE REALIZAR RANURAS EN EL MATERIAL DE RELLENO ANTES DE RECUBRIR DICHO RELLENO Y CONFORMARLO POR VACIO, PERMITIENDO DICHO METODO FABRICAR PANELES DE AISLAMIENTO DE VACIO DE FORMAS ESPECIFICAS NO PLANAS, EN FUNCION DE LA PROFUNDIDAD Y FORMA DE LAS RANURAS.
PROCEDIMIENTO Y DISPOSITIVO PARA LA PERFORACION DE MATERIAL COMPUESTO DE CAPAS MULTIPLES IMPRESO.
(16/07/1999). Ver ilustración. Solicitante/s: SIG COMBIBLOC GMBH. Inventor/es: SCHMIDT, HOLGER, WEITEDER, HANS.
EN UN PROCEDIMIENTO Y UN DISPOSITIVO PARA PRACTICAR PERFORACIONES Y/O SEMICORTES EN MATERIAL COMPUESTO IMPRESO DE VARIAS CAPAS POR MEDIO DE RAYOS LASER DE UN LASER DISPUESTO EN UNA ESTACION LASER, SE MINIMIZA EL GASTO CONSTRUCTIVO, EN ESPECIAL EN CUANTO AL CONTROL DURANTE LA FABRICACION DE LAS PERFORACIONES Y/O DE LOS SEMICORTES, SIN TENER QUE RENUNCIAR AL POSICIONAMIENTO EXACTO DE LAS PERFORACIONES Y/O DE LOS SEMICORTES. ESTO SE REALIZA MEDIANTE UN PROCEDIMIENTO DEL TIPO CITADO AL COMIENZO MEDIANTE LOS PASOS SIGUIENTES : CORTE DE LA PISTA DE MATERIAL COMPUESTO DE VARIAS CAPAS EN RECORTES INDIVIDUALES , DEPENDIENDO DE LA IMAGEN DE IMPRESION Y/O DE LA IMAGEN DE PLEGADO, TRANSPORTE DE LOS RECORTES HASTA LA ESTACION LASER Y EJECUCION DE LAS LINEAS DE PERFORACION O DE SEMICORTE CON EL RECORTE EN REPOSO. SE HAN PREVISTO CONFORME AL DISPOSITIVO UNOS MEDIOS PARA EJECUTAR EL PROCEDIMIENTO.
PROCESO PARA TERMOCONFORMAR GRABADOS EN RELIEVE EN MATERIALES TERMOPLASTICOS CELULARES Y EN MATERIALES TERMOPLASTICOS CELULARES ENTRECRUZADOS EN HOJAS O BANDAS.
(16/11/1998). Solicitante/s: FOMATEX S.R.L. Inventor/es: CIRASA, PAOLO.
EL PROCESO PARA TERMOCONFORMAR GRABADOS EN RELIEVE EN MATERIALES TERMOPLASTICOS CELULARES Y EN MATERIALES TERMOPLASTICOS CELULARES ENTRECRUZADOS SE LLEVA A CABO DE FORMA CONTINUA Y CONSISTE EN LLEVAR A CABO, ENTRE EL FINAL DEL PROCESO DE FORMACION DE ESPUMA Y EL PRINCIPIO DEL PASO DE REFRIGERACION, EL SATINADO DE LAS HOJAS O BANDAS . SEGUN EL TIPO DE SATINADO UTILIZADO, CON ESTE PROCESO DE TERMOCONFORMACION SE PUEDEN OBTENER ARTICULOS QUE SE PUEDAN PLEGAR A MODO DE ACORDEON O ENROLLAR A MODO DE PERSIANA.
MARCADOR LASER DE SUSTRATOS DE EMBALAJES.
(01/11/1998). Solicitante/s: AMERICAN NATIONAL CAN COMPANY. Inventor/es: GUCKENBERGER, ANTHONY.
SE PROPORCIONA UNA CARACTERISTICA DE APERTURA FACIL RASGANDO PARA PAQUETES , TALES COMO BOLSAS O PAQUETES PLEGADOS O SELLADOS, PROPORCIONANDO A DICHOS PAQUETES DOS MARCADORES LASER RECTOS O SUSTANCIALMENTE LINEALES Y PARALELOS (125, 125') A TRAVES DE LA ANCHURA DEL PAQUETE, PREFERIBLEMENTE ADYACENTE A AL MENOS UN RETEN . SE EXPONEN DICHOS PAQUETES IDONEOS PARA CONTENER ALIMENTOS TALES COMO CONCENTRADOS DE ZUMOS O MEZCLAS DE PASTELES, O PARA SOPAS. SE EXPONEN TAMBIEN LOS METODOS Y APARATOS PARA HACER MAS FACIL LA APERTURA DE DICHOS PAQUETES.
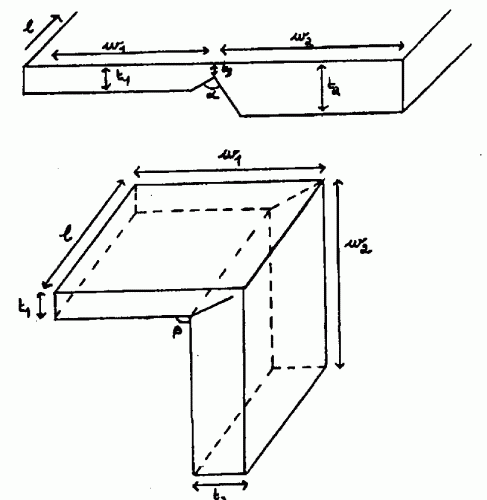
PROCEDIMIENTO PARA LA ELABORACION DE UN PRODUCTO SEMIACABADO ANGULAR A PARTIR DE PLANCHA COMPUESTA.
(01/12/1997) PARA LA ELABORACION DE UN PRODUCTO SEMIACABADO ANGULAR A PARTIR DE PLANCHA COMPUESTA, QUE POR MEDIO DE UNA ALTA RESISTENCIA ESTA CARACTERIZADO PORQUE ESTA UNIDO CON ALTAS PROPIEDADES DE AISLAMIENTO DE CALOR Y DE RUIDO Y PORQUE SE OBTIENE MEDIANTE UNA FABRICACION SENCILLA, SE HA PREVISTO UNA PLANCHA COMPUESTA CON UNA RANURA EN FORMA DE V. LA PLANCHA COMPUESTA SE COMPONE DE UN NUCLEO DE MATERIAL ESPONJOSO O ELEMENTOS DE NUCLEO A BASE DE UNA CAPA DE LANA, FIBRA O SIMILAR DE FORMA SOLA O EQUIPADA CON AL MENOS UNA CAPA DE MATERIAL ESPONJOSO DE EXTRUSION. SOBRE UNA DE LAS CARAS EXTERIORES SE DISPONE AL MENOS DE UN TEJIDO DE FIBRA DE VIDRIO O UN VELLON , QUE DESCANSA EN UN MORTERO DE CAPA ENDURECIDA EXTERIORMENTE. A TRAVES DE UN TOPE CONTROLABLE SE…
UN METODO PARA TRAZAR LINEAS DEBILES O SURCOS EN UN MATERIAL PLASTICO, ESPECIALMENTE PARA UN MATERIAL DE EMBALAJE.
(01/11/1997). Solicitante/s: LPF VERPAKKINGEN B.V. Inventor/es: HUIZINGA, GERT JAN.
UN METODO PARA TRAZAR LINEAS DEBILES O SURCOS EN UN MATERIAL PLASTICO, ESPECIALMENTE PARA UN MATERIAL DE EMBALAJE, REALIZADO MEDIANTE VAPORIZACION O DEGRADACION POR MEDIO DE UN RAYO LASER. EL PLASTICO O EL MATERIAL DE EMBALAJE PUEDEN MOVERSE UNO HACIA EL OTRO EN TANTO QUE EL RAYO LASER SE GENERA POR MEDIO DE UN LASER SINTONIZABLE DE LONGITUD DE ONDA SINTONIZADO A UNA LONGITUD DE ONDA SELECCIONADA SOBRE LA BASE DEL ESPECTRO DE ABSORCION QUE DEPENDE DE LA LONGITUD DE ONDA DEL MATERIAL QUE SE VA A PROCESAR.
PROCESO DE REALIZACION DE UNA CAÑA PERIFERICO PARA CONTINENTE DE TIPO BARQUILLA.
(01/10/1996). Solicitante/s: GROUPE GUILLIN. Inventor/es: GUILLIN, FRANCOIS.
PROCESO DE REALIZACION DE ASPECTO CILINDRICO O CAÑA SOBRE LA PERIFERIA DE UN CONTINENTE OBTENIDO POR TERMOFORMACION O INYECCION DE UNA PIEZA DE MATERIAL SINTETICO, CARACTERIZADO EN QUE DICHO REBORDE FORMA UNA PREFORMA A LO LARGO DE LA OPERACION DE TERMOFORMACION EN PLANO O DE INYECCION DEL CONTINENTE , EN LA PERIFERIA DE LA PIEZA, Y A CONTINUACION ESTA CONSTITUIDO POR PLEGADO DE MANERA A FORMAR EL RELIEVE DEL BORDE, ESTANDO DICHO PLEGADO MANTENIDO REPLEGADO POR FIJACION AL CUERPO PRINCIPAL DEL CONTINENTE.
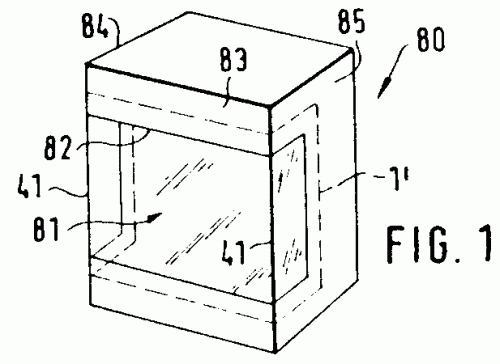
METODO PARA HACER UN ARTICULO A PARTIR DE UN MATERIAL EN SANDWICH TERMOPLASTICO.
(16/06/1996). Solicitante/s: AIREX AG. Inventor/es: BRAMBACH, JOHAN ARIE, RIETDIJK, BARTJAN.
ESTA INVENCION SE REFIERE A UN METODO PARA HACER UN ARTICULO A PARTIR DE UN MATERIAL EN SANDWICH TERMOPLASTICO, LAS NORMALES DE AL MENOS DOS SUPERFICIES DE DICHO MATERIAL QUE FORMAN MUTUAMENTE UN ANGULO, COMPRENDIENDO DICHO MATERIAL EN SANDWICH UN NUCLEO DE ESPUMA DE UNA ESPUMA TERMOPLASTICA Y CAPAS EXTERIORES DE UN MATERIAL SINTETICO TERMOPLASTICO QUE ESTAN REFORZADAS CON TELA TEJIDO, TEJIDO TRICOTADO, TEJIDO DE FIBRA O FIBRAS APLICADAS UNIDIRECCIONALMENTE, Y COMPRENDEN AL MENOS LAS HUELLAS DE REBLANDECIMIENTO DE UNA PARTE DE UNA DE DICHAS SUPERFICIES DE DICHO MATERIAL EN SANDWICH TERMOPLASTICO SOBRE UNA DISTANCIA QUE CORRESPONDE A AL MENOS LA LONGITUD DE LA LINEA DE PLIEGUE DEL ANGULO ENTRE LAS DOS SUPERFICIES MEDIANTE UN TROQUEL, CONSTANDO LA IMPRESION DE DICHO TROQUEL AL MENOS PARCIALMENTE EN LA CAPA SUPERIOR, Y DOBLA LAS DOS SUPERFICIES DE DICHO MATERIAL TERMOPLASTICO, COLOCANDO EN EL INTERIOR DEL ANGULO LA SUPERFICIE QUE SE HA REBLANDECIDO.
ENVASE DE EMBUTICION PROFUNDA CON PUNTO TEORICO DE ROTURA INTEGRADO Y PROCESO PARA SU FABRICACION.
(16/05/1996). Solicitante/s: HOECHST AKTIENGESELLSCHAFT. Inventor/es: BEER, EKKEHARD, RENTZSCH, TOBIAS, DR., SCHAD, ALFRED.
SE DESCRIBE UN ENVASE DE PLASTICO DE EMBUTICION PROFUNDA CON PUNTO TEORICO DE ROTURA INTEGRADO. LOS PUNTOS TEORICOS DE ROTURA SON FORMADOS EN UNA ZONA DISCRETA DE LA MATRIZ DE PLASTICO, EN LA QUE SE HAN MODIFICADO LAS CARACTERISTICAS MECANICAS DEL PLASTICO POR MEDIO DE LA ACCION DEL RAYO LASER.
ELECTRODO A BASE DE MATERIAL COMPUESTO DE FIBRA PARA BUJIA DE ENCENDIDO.
(01/08/1995). Solicitante/s: BERU RUPRECHT GMBH & CO. KG G. RAU GMBH. & CO. Inventor/es: NIESSNER, WERNER, AMBACHER, HEINZ, LOFFLER, OTTO, SCHNEIDER, FRIEDRICH E.
SE DESCRIBE UNA BUJIA DE ENCENDIDO CON UN AISLADOR , UN ELECTRODO CENTRAL DISPUESTO EN EL AISLADOR , UNA ENVOLTURA PREVISTA EN EL EXTERIOR DEL AISLADOR Y UN ELECTRODO DE ENVOLTURA DISPUESTO EN ESTA ENVOLTURA. EL ELECTRODO CENTRAL Y/O EL ELECTRODO DE ENVOLTURA ESTAN FORMADOS BAJO LA UTILIZACION DE UN MATERIAL COMPUESTO DE FIBRA PLATINONIQUEL, FORMADO POR UNA MATRIZ DE PLATINO, EN LA QUE SE HAN INCLUIDO LAS FIBRAS DE NIQUEL, O COMPUESTO DE UNA MATRIZ DE NIQUEL, EN LA QUE SE HAN INCLUIDO LAS FIBRAS DE PLATINO.
PRODUCCION CONTINUA DE GOMA DE MASCAR UTILIZANDO UN EXTRUSOR DE TORNILLO GEMELO DE COROTACION.
(16/03/1995). Solicitante/s: WARNER-LAMBERT COMPANY. Inventor/es: DEGADY, MARC, LESKO, ALBERT J.
SE DESCRIBE UN METODO PARA LA PRODUCCION CONTINUA DE UNA TABLETA DE GOMA DE MASCAR SIN UN ENFRIAMIENTO SEPARADO. EL METODO INCLUYE EL INTRODUCIR INGREDIENTES DE GOMA DE MASCAR Y GOMA BASE EN UN EXTRASOR Y MEZCLAR POR EXTRASOR LOS INGREDIENTES CON LA GOMA BASE A LO LARGO DE UNA DISTANCIA PARA PROPORCIONAR UNA MASA DE GOMA DE MASCAR, SUSTANCIALMENTE HOMOGENEA. LA MASA SE ENFRIA TAMBIEN A DISTANCIA DE TAL FORMA QUE LA TABLETA DE GOMA DE MASCAR SE PREVEE SEA APROPIADA PARA ENROLLARLA Y MARCARLA O EXTRUIRLA EN UNA CINTA SIN UN PASO DE ENFRIAMIENTO SEPARADO.
REFORZAMIENTO DE BORDE PARA ELEMENTOS DE CUBRIMIENTO Y/O SEPARACION DE SUPERFICIES, ASI COMO EL PROCEDIMIENTO PARA SU FABRICACION.
(16/12/1994). Solicitante/s: EMPE-WERKE ERNST PELZ GMBH & CO. KG. Inventor/es: PELZ, PETER.
REFORZAMIENTO DE BORDE PARA ELEMTNOS DE CUBRIMIENOT Y/O SEPARACION DE VARIAS CAPAS, DE CARTON, CONSTRUCCIONES DE ESTERAS DE FIBRA DE FIBRA ORGANICA Y ANORGANICA, PLASTICOS PLANOS Y/O ESPUMAS. SE CARACTERIZA PORQUE A LO LARGHO DEL PERIMETRO A REFORZARE SE PEGA UNA TIRA POR EL CANTO DOBLADA EN 180 , PREFERENTEMENTE FORMANDO UNA POSIBILIDAD DE CUELGUE PARA EL ELEMENTO DE CUBRIMIENTO, POR EJEMPLO MEDIANTE SOLAPAS DE CUELGUE, ASI COMO EL PROCEDIMIENTO PARA SU REALIZACION.
(16/12/1994) UNA MAQUINA DOBLADORA PRESENTA UNA INSTALACION DE FLEXION PARA FLEXIONAR UNA PARTE TRANSPORTADA DE UNA PIEZA DE TRABAJO ALREDEDOR DE UNA LINEA DE FLEXION PREVISTA ASI COMO UNA INSTALACION DE TRANSPORTE PARA LA INTRODUCCION DE LA PIEZA DE TRABAJO DELANTE DEL PRIMER PROCESO DE FLEXION O BIEN ENTRE DOS PROCESOS DE FLEXION EN UN RECORRIDO DE TRANSPORTE QUE CORRESPONDE A LA DISTANCIA ENTRE EL CANTO DELANTERO DE LA PIEZA DE TRABAJO Y LA PRIMERA LINEA DE FLEXION O BIEN ENTRE DOS LINEAS DE FLEXION. PARA EVITAR UNA INCLINACION NO DESEADA DE LA PIEZA DE TRABAJO YA DOBLADA, A LA INSTALACION DE FLEXION ESTA ADJUDICADA UNA INSTALACION DE APOYO QUE PRESENTA UN ELEMENTO DE APOYO DESPLAZABLE TRANSVERSALMENTE AL PLANO DE TRANSPORTE CON UN ACCIONAMIENTO DE AVANCE , ESTANDO ADJUDICADO A LA INSTALACION…
UN METODO DE PROVEER LINEAS DE MARCA EN MATERIAL DE EMPAQUETAMIENTO.
(01/07/1994). Solicitante/s: LEEUWARDER PAPIERWARENFABRIEK B.V. Inventor/es: HUIZINGA, GERT JAN.
UN METODO DE PROVEER LINEAS DE MARCA EN MATERIAL DE EMPAQUETAMIENTO POR EVAPORACION LOCAL POR MEDIO DE UN HAZ LASER , EL HAZ LASER Y EL MATERIAL DE EMPAQUETAMIENTO SIENDO RELATIVAMENTE MOVILES. LAS LINEAS DE MARCA SON PROVISTAS EN UN MODELO RECURRENTE EN AL MENOS UNA CARA DE UN TEJIDO DEL MATERIAL DE EMPAQUETAMIENTO QUE AVANZA EN VELOCIDAD AJUSTABLE, UNIFORME. LA INTENSIDAD DEL HAZ LASER ES AJUSTABLE Y EL HAZ LASER SE MUEVE EN DOS DIRECCIONES PERPENDICULARES MUTUALMENTE BAJO EL CONTROL DE SEÑALES DEPENDIENTES DEL MODELO.
PLACA ESTRATIFICADA PRENSADA DE RESINA SINTETICA, ASI COMO ELEMENTO CONSTRUCTIVO OBTENIDO A PARTIR DE ESTA CON AL MENOS UNA ZONA SUPERFICIAL CURVADA.
(16/02/1994) UNA PLACA ESTRATIFICADA PRENSADA DE RESINA SINTETICA 1 ADECUADA PARA ELEMENTOS CONSTRUCTIVOS CON ZONAS SUPERFICIALES CURVADAS, QUE ESTA ELABORADA DE VARIAS CAPAS PRENSADAS ENTRE SI, A PARTIR DE MATERIALES PORTADORES PLANOS COMO PAPEL, IMPREGNADOS CON RESINAS SINTETICAS DUROPLASTICAS, COMO RESINA DE FENOL O RESINA DE MELAMINA, PRESENTA AL MENOS EN UNA DE SUS SUPERFICIES, PREFERENTEMENTE SIN EMBARGO EN AMBAS, RESPECTIVAMENTE UNA CAPA 2,3 CONFORMABLE EN CALIENTE, CON UN ESPESOR PREFERENTEMENTE DE 0,5 Y 2 MM, Y AL MENOS UNA CAPA DEL NUCLEO 4 NO DEFORMABLE, CUYO ESPESOR ES PREFERENTEMENTE AL MENOS DE 2 MM. A TAL EFECTO PUEDE SER…
MEJORAS EN, Y RELACIONADAS CON, CAJAS PARA EL TRANSPORTE DE PESCADO Y CARNE FRESCOS.
(16/12/1993). Solicitante/s: NORSK HYDRO A/S. Inventor/es: GRONNEVIK, ODDBJORN.
UNA CAJA "TERMO" PARA EL TRANSPORTE DE PRODUCTOS FRESCOS, COMO CARNE, PESCADO, MEDICINAS O SIMILARES, CONSTA DE UNA DOBLE PARED LATERAL, UNA TAPA Y UN FONDO DE MATERIAL TERMOPLASTICO, ENCONTRANDOSE LLENO DE AIRE U OTRO GAS EL ESPACIO HUECO EN LA BASE QUE DEFINE EL FONDO DE LA CAJA, LAS PAREDES LATERALES Y LA TAPA. LA FORMA BASICA DE LA CAJA ES UN MOLDEADO PLANO HUECO EN EL QUE LAS PAREDES LATERALES ESTAN PLEGADAS HACIA ARRIBA A LO LARGO DE LINEAS DE BAJA RESISTENCIA Y UNIDAS EN LAS ESQUINAS. LA LAMINA INTERIOR DE LA BASE DE LA CAJA LLEVA CANALES DE DRENAJE Y ORIFICIOS QUE PERMITEN QUE EL HIELO Y EL AGUA EXUDADOS DE LOS PRODUCTOS HUMEDOS PENETREN EN EL ESPACIO HUECO EN EL FONDO DE LA CAJA, DONDE QUEDAN ATRAPADOS. EL MOLDEADO HUECO SE OBTIENE POR EXTRUSION DEL MATERIAL PLASTICO A TRAVES DE UNA BOQUILLA EN FORMA DE ANILLO, FORMANDOSE UN TUBO FLEXIBLE QUE SE INFLA Y, A CONTINUACION, RECIBE LA FORMA ENTRE LOS TROQUELES.
TRABAJO EN CALIENTE DE PLACAS ALVEOLARES DE MATERIAL PLASTICO.
(16/01/1992). Solicitante/s: KARTON S.P.A. Inventor/es: BRESSAN, MATTEO.
EL PROCEDIMIENTO PERMITE LAS TERMOFORMACIONES PERIMETRALES O SUPERFICIALES (3, 12A), EN LAS PARTES (3 A 7, 12) DE LAS PLACAS EN TRABAJO, POR MEDIO DE UNOS ORGANOS DE ARRASTRE Y UNOS DISPOSITIVOS DE PERFILADOS , A UNA VELOCIDAD APROPIADA SOMETIDOS A GENERADORES TERMICOS DE TEMPERATURAS CONTROLADAS. LAS OPERACIONES EFECTUADAS EN LAS PLACAS EN LOS LIMITES DE FUSION DEL PROPILENO, PERMITEN EL CIERRE TOTAL DE LAS CELULAS FORMADAS ENTRE LAS PAREDES DE LA ESTRUCTURA ALVEOLAR EXTRUIDA, IMPIDIENDO LA ENTRADA DE CUERPOS EXTRAÑOS Y AUMENTANDO LA RESISTENCIA DE LAS PLACAS Y DE LOS PRODUCTOS FINALES, GRACIAS A LA FORMACION DE CAMARAS DE AIRE.
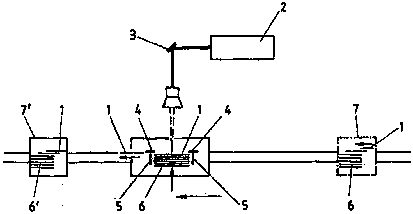
PROCEDIMIENTO DE FABRICACION DE CORTINAS FLEXIBLES DE TODAS DIMENSIONES Y DISPOSITIVO PARA SU EJECUCION.
(16/07/1991). Solicitante/s: NERGECO S.A.. Inventor/es: KRAEUTLER, BERNARD.
UN DISPOSITIVO DE FABRICACION DE UNA CORTINA FLEXIBLE RIGIDA EN INTERVALOS REGULARES POR BARRAS DE ARMADURA , DEL TIPO DE CORTINAS DE PUERTAS DE MANTENIMIENTO, INCLUYENDO UN LUGAR DE SOLDADURA DESPLAZABLE SEGUN TRES EJES ORTOGONALES, UNA MESA O BASTIDOR QUE COMPRENDE UN PLATO EVENTUALMENTE PROVISTO DE AL MENOS UNA SERIE DE RANURAS (A,B,C,D,E,F;A,G,H,I ,F) EQUIDISTANTES, PARALELAS A UNO DE LOS EJES DE DESPLAZAMIENTO DEL LUGAR DE SOLDADURA Y, AL MENOS, DOS ORGANOS DE MANTENIMIENTO (7,7') PERPENDICULARES A DICHAS RANURAS, SIENDO UNO DE ESTOS ORGANOS MOVIL. LA INVENCION TIENE POR OBJETO IGUALMENTE UN PROCEDIMIENTO POR EL QUE EL DISPOSITIVO PERMITE LA EJECUCION DE TALES CORTINAS FABRICADAS SEGUN EL MISMO.
PROCEDIMIENTO PARA FABRICAR PIEZAS TROQUELADAS LAMINARES PARA CAJAS PLEGABLES CON VENTANAS ANGULARES Y PARA FABRICAR TALES CAJAS PLEGABLES Y DISPOSITIVO CORRESPONDIENTE.
(01/01/1990). Ver ilustración. Solicitante/s: KOHMANN GMBH & CO: KG MASCHINENBAU. Inventor/es: KOHMANN, KARL-HEINZ.
PROCEDIMIENTO PARA FABRICAR PIEZAS TROQUELADAS LAMINARES PARA CAJAS PLEGABLES CON VENTANAS ANGULARES Y PARA FABRICAR TALES CAJAS PLEGABLES Y DISPOSITIVO CORRESPONDIENTE. EL DISPOSITIVO COMPRENDE UN EQUIPO DE CALDEO PARA EL MATERIAL LAMINAR CONSTITUIDO POR UN MATERIAL SINTETICO TERMOPLASTICO, TRANSPARENTE Y DURO, Y UN EQUIPO DE ESTAMPACION DIRECTAMENTE POSPUESTO AL EQUIPO DE CALDEO Y DESTINADO A FORMAR LAS ESTRIAS PRODUCTORAS DE LOS CANTOS DE DOBLEZ DE LA VENTANA ANGULAR. EL DISPOSITIVO DE CALDEO ESTA CONSTITUIDO POR DOS BARRAS DE CALDEO APLICADAS AL MATERIAL LAMINAR , LAS CUALES ESTAN SITUADAS UNA FRENTE A OTRA A AMBOS LADOS DEL MATERIAL LAMINAR Y SE EXTIENDEN EN LA DIRECCION DE MOVIMIENTO DEL MATERIAL LAMINAR , Y EL EQUIPO DE ESTAMPACION ESTA CONSTITUIDO POR UN RODILLO ESTRIADOR NO CALENTADO Y UN RODILLO ANTAGONISTA NO CALENTADO , ENTRE LOS CUALES PUEDE HACERSE PASAR EL MATERIAL LAMINAR.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}