CIP-2021 : B29C 44/00 : Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
CIP-2021 › B › B29 › B29C › B29C 44/00[m] › Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 44/02 · para objetos de longitud definida, es decir, objetos separados.
B29C 44/04 · · formados por al menos dos partes constituidas por materiales químicas o físicamente diferentes, p. ej. con densidades distintas.
B29C 44/06 · · · Producción de artículos multicapa.
B29C 44/08 · · empleando varias etapas de expansión.
B29C 44/10 · · Aplicando contra-presión durante la expansión.
B29C 44/12 · · Incorporando o moldeando sobre partes preformadas, p. ej. inserciones o refuerzos.
B29C 44/14 · · · siendo la parte preformada un revestimiento.
B29C 44/16 · · · · conformada por la expansión del material.
B29C 44/18 · · · Llenado cavidades preformadas.
B29C 44/20 · para objetos de longitud indefinida.
B29C 44/22 · · formados por al menos dos partes constituidas por materiales química o físicamente diferentes, p. ej. con densidades distintas.
B29C 44/24 · · · Producción de artículos multicapa.
B29C 44/26 · · empleando varias etapas de expansión.
B29C 44/28 · · Expandiendo el material de moldeo sobre superficies de desplazamiento continuo.
B29C 44/30 · · Expaniendo el material de moldeo entre correas sin fin o rodillos.
B29C 44/32 · · Incorporando o moldeando sobre partes preformadas, p. ej. revestimientos, inserciones o refuerzos.
B29C 44/34 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 44/36 · · Alimentación del material a conformar.
B29C 44/38 · · · en un espacio cerrado, es decir, para fabricar objetos de longitud definida.
B29C 44/40 · · · · por gravedad, p. ej. por colada.
B29C 44/42 · · · · empleando diferencia de presión, p. ej. por inyección o en vacio.
B29C 44/44 · · · · en forma de partículas o perlas expandibles.
B29C 44/46 · · · en un espacio abierto o sobre una superficie en movimiento, es decir, para fabricar objetos de longitud indefinida.
B29C 44/48 · · · · por gravedad, p. ej. colada sobre, o entre, superficies en movimiento.
B29C 44/50 · · · · empleando diferencia de presión, p. ej. por extrusión o por pulverización.
B29C 44/52 · · · · · entre superficies en movimiento.
B29C 44/54 · · · · en forma de partículas o perlas expandibles.
B29C 44/56 · · Post-tratamiento de objetos, p. ej. para cambiar su forma.
B29C 44/58 · · Moldes.
B29C 44/60 · · Medida, control o regulación.
CIP2021: Invenciones publicadas en esta sección.
Método de fabricación de un cuerpo principal de sillín de bicicleta.
(08/01/2020) Un método para fabricar un cuerpo principal de un sillín de bicicleta, que se caracteriza por que comprende las etapas de:
a) unir una capa de cobertura a una pared interna de una cavidad de molde de un molde de formación por succión al vacío de manera que la capa de cobertura tenga un área principal unido a la pared interna de la cavidad del molde y un área circunferencial ubicada alrededor del área principal ;
b) disponer un material base en la cavidad del molde del molde de formación ;
c) disponer una capa de conexión sobre el material base;
d) calentar el molde de formación para formar el material base en un elastómero de manera que el área principal…
Parte de carrocería exterior alternativa.
(12/04/2019). Solicitante/s: Autoneum Management AG. Inventor/es: KRAUSE,WENZEL, NOAKES,CHRISTOPHER, BAUDRY,FABIEN, MAROTTA,LUCA.
La parte de carrocería exterior para un vehículo, con una capa estructural porosa fibrosa, en donde la capa estructural porosa fibrosa se compone de fibras cortadas, en donde al menos el 50% preferiblemente entre el 70% y el 100%, de las fibras cortadas comprenden un primer polímero hecho de poliéster modificado, tal como el CoPET, con una temperatura de fusión de entre 150ºC y 240ºC, preferiblemente de entre 190ºC y 240ºC, en donde la parte de carrocería exterior comprende además al menos una capa de película perforada, caracterizada por que la capa de película perforada está hecha de un poliuretano termoplástico no espumado con una temperatura de fusión según la Calorimetría Diferencial de Barrido (DSC) de al menos 140ºC y que se conecta de manera material a dicha capa estructural porosa fibrosa.
PDF original: ES-2708978_T3.pdf
Cierre para un recipiente que contiene un producto.
(03/04/2019) Un cierre sintético para un recipiente que contiene un producto, construido para ser introducido y quedar retenido de forma segura en un cuello formador de boca de dicho recipiente, comprendiendo dicho cierre al menos
a) un elemento de núcleo que comprende al menos un polímero termoplástico; en donde el polímero termoplástico comprendido en el elemento de núcleo es un polímero de baja densidad que tiene una densidad no espumada en el intervalo de 0,7 g/cm3 a 1,5 g/cm3, y
b) al menos una capa periférica que rodea al menos parcialmente y que está íntimamente unida a al menos una superficie del elemento de núcleo, comprendiendo…
Molde para moldeo de espuma en molde de resina con base de poliolefina, método para fabricar artículo moldeado de espumación en molde, y artículo moldeado de espumación en molde.
(06/03/2019) Un molde para moldeo de espuma en molde de resina con base de poliolefina, el molde se configura para moldear un miembro de inserto integralmente con un cuerpo moldeado de espumación , el miembro de inserto incluye una pieza incrustada a incrustar en el cuerpo moldeado de espumación formado de cuencas pre-expandidas de resina con base de poliolefina y una pieza protuberante (3a) que sobresale del cuerpo moldeado de espumación hacia el exterior, en donde
el molde para moldeo de espuma en molde de resina con base de poliolefina comprende:
una pieza cóncava de acomodo que puede acomodar la pieza protuberante (3a); y
unos medios de apertura/cierre tienen una pieza de apertura/cierre que puede abrir y cerrar una abertura de lado cavidad de la pieza cóncava de acomodo…
MATERIALES ESPUMADOS DE PORO INTERCONECTADO CON FASES HUÉSPED, PROCEDIMIENTO PARA LA PREPARACIÓN DE DICHOS MATERIALES Y USOS DE LOS MISMOS.
(11/01/2019). Solicitante/s: UNIVERSITAT D'ALACANT / UNIVERSIDAD DE ALICANTE. Inventor/es: MOLINA JORDA,JOSE MIGUEL.
Materiales espumados de poro interconectado con fases huésped, procedimiento para la preparación de dichos materiales y usos de los mismos.
La presente invención se refiere a un material espumado que comprende:
- una matriz estructural ,
- al menos una fase huésped , y
- un fluido,
caracterizado porque la matriz estructural comprende una pluralidad de cavidades porosas interconectadas entres sí, la/s fase/s huésped se encuentra/n alojada/s en el interior de al menos una cavidad porosa de la matriz estructural y el fluido se encuentra alojado en el interior de las cavidades porosas .
La presente invención se refiere, además, al procedimiento para preparación del material espumado de la presente invención y a los diferentes usos del material espumado de la presente invención.
PDF original: ES-2695849_A1.pdf
PDF original: ES-2695849_B2.pdf
MATERIALES ESPUMADOS DE PORO INTERCONECTADO CON FASES HUÉSPED, PROCEDIMIENTO PARA LA PREPARACIÓN DE DICHOS MATERIALES Y USOS DE LOS MISMOS.
(10/01/2019). Solicitante/s: UNIVERSIDAD DE ALICANTE. Inventor/es: MOLINA JORDA,JOSE MIGUEL.
La presente invención se refiere a un material espumado que comprende: - una matriz estructural , - al menos una fase huésped , y - un fluido, caracterizado por que la matriz estructural comprende una pluralidad de cavidades porosas interconectadas entres sí, la/s fase/s huésped se encuentra/n alojada/s en el interior de al menos una cavidad porosa de la matriz estructural y el fluido se encuentra alojado en el interior de las cavidades porosas . La presente invención se refiere, además, al procedimiento para preparación del material espumado de la presente invención y a los diferentes usos del material espumado de la presente invención.
Método de fabricación de un panel.
(19/10/2018) Un metodo de fabricacion de un panel continuo , que comprende:
insertar al menos una parte de una pluralidad de estructuras de celosia en un molde que tiene una longitud axial ;
insertar un primer material de relleno en el molde, encapsulando el primer material de relleno al menos una parte de la pluralidad de estructuras de celosia ;
calentar el molde que comprende el primer material de relleno para formar un segmento de panel expandiendo el primer material de relleno ;
avanzar el segmento de panel sobre una distancia lineal, siendo la distancia lineal menor que la longitud axial del molde de tal modo que una…
Molde ventilado y procedimiento para producir un artículo moldeado.
(14/03/2018). Solicitante/s: Proprietect L.P. Inventor/es: CATHCART,ALLAN K, CLARK,LESLIE E, GENYN,LARRY A, MENESES,LOUIE J, LANSUE,RANDALL J.
Un sistema para producir acolchados moldeados para asientos de automóvil a partir de espuma de poliuretano, que comprende un molde y una composición de poliuretano espumable líquida, comprendiendo el molde un primer molde y un segundo molde , que pueden acoplarse, de manera desmontable, entre una posición abierta y una posición cerrada, la posición cerrada define una cavidad de molde, comprendiendo una superficie de la cavidad del molde una pluralidad de ranuras interconectadas y una pluralidad de aberturas de ventilación, caracterizado por que la pluralidad de ranuras interconectadas están conectadas a la pluralidad de aberturas de ventilación, teniendo la pluralidad de ranuras interconectadas una sección transversal que comprende un par de paredes laterales interconectadas por una parte de cima/cúspide, teniendo el par de paredes laterales un ángulo una respecto a la otra que define un ángulo agudo.
PDF original: ES-2669584_T3.pdf
Procedimiento para la producción de perfiles compuestos.
(01/03/2017) Procedimiento para la producción de perfiles compuestos comprendiendo por lo menos dos carcasas metálicas, conectadas con traversas de un material termoplástico, y un núcleo de espuma rígida de poliuretano, comprendiendo la introducción de los componentes iniciales de la espuma rígida de poliuretano en una cavidad formada por las carcasas metálicas, donde se forma la espuma rígida de poliuretano, y a continuación el lacado de la superficie externa del perfil compuesto por medio de una laca en polvo o lacado en horno, donde la espuma rígida de poliuretano se obtiene mediante reacción de los siguientes componentes:
A) por lo menos un poliisocianato,
B) por lo menos un compuesto polifuncional reactivo frente a isocianatos,
C) uno o varios propelentes comprendiendo por lo menos ácido fórmico,
D) opcionalmente uno o varios agentes ignífugos,
…
Copolímeros de estireno expandibles estables a la temperatura.
(02/11/2016) Método para la producción de un producto granulado de polímero expandible, que comprende las etapas
a) preparación de un componente (P) de polímero, consistente en
PS) 90 a 99,9 % en peso (referido a P) de un componente de polímero de estireno con una temperatura de transición al vidrio ≥ 130 °C, que está formado de
PS1) 30 a 100 % en peso (referido a P) de uno o varios polímeros de estireno, que contienen
PS11) 60 a 85 % en peso (referido a PS1) de estireno (PS11) o alfa-metilestireno (PS12) copolimerizados o una mezcla de alfa-metilestireno y estireno (PS13) copolimerizados,
PS12) 15 a 40 % en peso (referido a PS1) de por lo menos un monómero copolimerizado…
Partículas pre-expandidas de resina de polipropileno y artículos espumados en moldes preparados a partir de las mismas.
(13/04/2016). Solicitante/s: KANEKA CORPORATION. Inventor/es: KIGUCHI,TARO, IWAMOTO,TOMONORI.
Una partícula pre-expandida de resina de polipropileno que comprende, como una resina de base, una resina de polipropileno que tiene un MFR de 5 g/10 min o más y 20 g/10 min o menos, un punto de fusión de 140 ºC o más y 155 ºC o menos y una distribución de pesos moleculares Mp/Mn de 6 o menos y exhibe una relación entre el calor de fusión de cristales y el punto de fusión de la resina determinados con un calorímetro de exploración diferencial que satisface la fórmula condicional :
[calor de fusión de cristales (J/g)] ≥
1,2 x [punto de fusión (ºC)] - 96.
PDF original: ES-2571782_T3.pdf
Método de fabricación de un miembro estructural hueco, sustrato para la producción del miembro estructural hueco y aparato para la fabricación del miembro estructural hueco.
(10/02/2016) Un método de fabricación de un miembro estructural hueco usando un sustrato para la producción de un miembro estructural hueco, en el que el sustrato tiene: un material inorgánico (5c) para constituir la superficie delantera (5e) sobre la cual se forma una película de deformación plástica usando un material de deformación plástica; y una pluralidad de rebajes (5b) que están abiertos hacia las superficies delantera (5e) y trasera (5f) y que almacenan en su interior un gas para formar una pluralidad de huecos (1a) por expansión y estirado de la película de deformación plástica mediante la descarga del gas; con lo que
usando un material permeable a gas (5d) en parte de un material que constituye el sustrato para la producción del miembro estructural hueco, se…
Cinta resistente a la abrasión.
(27/01/2016) Cinta que comprende una primera capa de cubierta con una primera superficie superior y una segunda capa de cubierta con una segunda superficie superior ; en la que la cinta no presenta unas bandas de soporte que sobresalen lateralmente dentro, en o cerca de su plano neutro, en forma de unos salientes que se extienden lateralmente desde las caras laterales de la cinta una distancia suficientemente larga y que son suficientemente rígidos para que la cinta pueda ser soportada por dichos soportes laterales sobre una polea, caracterizada por que la primera capa de cubierta consiste en una espuma que comprende un primer termoplástico o primer elastómero termoplástico, siendo la espuma de la primera capa de cubierta una espuma de células cerradas y estando la primera…
Método de formación de espuma y dispositivo de formación de espuma.
(17/11/2015) Un método para mezclar un material de viscosidad alta con un gas, usando una bomba de pistón en la que un pistón se mueve recíprocamente en un cilindro para efectuar por ello aspiración y descarga, incluyendo dicho método:
un paso de efectuar una primera carrera de aspiración en la que el pistón se mueve en el cilindro con el fin de generar un estado de aspiración en el cilindro ;
un paso de suministrar un material de viscosidad alta al cilindro , usando en el cilindro una fuerza de aspiración generada en dicha primera carrera de aspiración;
un paso de efectuar una segunda carrera de aspiración…
Procedimiento para la fabricación de productos de plástico microporosos.
(27/03/2013) Procedimiento para la fabricación de una pieza moldeada, perfil o granulado espumados, utilizando materialespolímeros, que comprende:
a) Poner a disposición material de partida polímero, en donde el material de partida polímero comprende unpolímero termoplástico y/o un elastómero termoplástico, y nanopartículas preparadas con un agentepropelente químico;
b) mezcla simultánea o secuencial del material de partida polímero y de las nanopartículas preparadas con unagente propelente en al menos un primer depósito;
c) introducción de la mezcla de material de partida polímero y nanopartículas preparadas con un agentepropelente desde al menos un primer depósito en una unidad de plastificación…
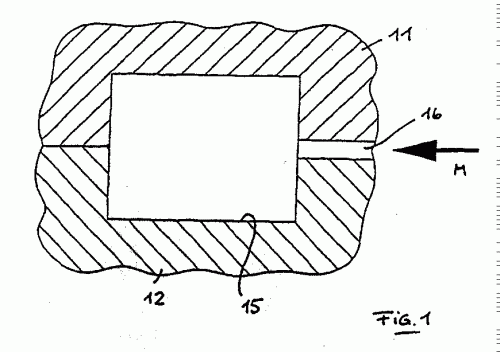
DISPOSITIVO DE LIMPIEZA O APLICACION CON UN CUERPO DE ESPONJA Y PROCEDIMIENTO PARA SU FABRICACION.
(16/03/2005). Ver ilustración. Solicitante/s: CORONET-WERKE GMBH. Inventor/es: WEIHRAUCH, GEORG.
Procedimiento para la fabricación de una esponja de limpieza o aplicación, en el que se espumea un cuerpo de esponja en una herramienta de moldeo hasta dar la forma esencialmente definitiva de la esponja y se forma una membrana exterior solidificada como mínimo en una zona parcial de la superficie exterior del cuerpo de esponja , que en un posterior paso del procedimiento se abre al menos por zonas, permaneciendo cerrada una zona del cuerpo de esponja que forma una sección de empuñadura o que puede colocarse en una parte de empuñadura.
MOLDEO POR INYECCION DE MATERIAL MICROCELULAR.
(16/03/2005). Solicitante/s: TREXEL INC. Inventor/es: PIERICK, DAVID E., ANDERSON, JERE R., CHA, SUNG W., KYUNGKI-DO KOYANG-SI ILSAN-KU, STEVENSON, JAMES F., LAING, DANA E.
Un sistema para producir material microcelular moldeado por inyección, que comprende: un extrusor que tiene una salida en un extremo de salida del mismo, diseñado para liberar una solución no nucleada, homogénea, fluida, de fase única, de un material polímero y un agente de soplado; una cámara de moldeo que tiene una entrada; y una trayectoria de nucleación que tiene un extremo de recepción en comunicación de fluido con la salida del extrusor y un extremo de liberación en comunicación directa de fluido con la entrada de la cámara de moldeo, en el que el sistema está construido y dispuesto para someter la solución de fase única a una caída de presión a un régimen suficiente para originar la nucleación mientras la solución pasa a través de la trayectoria de nucleación hacia la cámara de moldeo.
PROCEDIMIENTO E INSTALACION PARA FABRICAR PRODUCTOS DE ESPUMA DE LATEX.
(01/11/2003) SE DESCRIBEN UN PROCEDIMIENTO Y UNA PLANTA PARA FABRICAR PRODUCTOS DE ESPUMA DE LATEX QUE CONSTEN DE CAVIDADES, COMO COLCHONES , COJINES Y SIMILARES. LA PLANTA UTILIZA VARIOS TRANSPORTADORES SITUADOS EN UNA CONFIGURACION ANULAR LIMITADOS POR UN PRIMER TRAMO SUPERIOR ENTRE UN PUESTO INYECTOR DE ESPUMA Y UNO ELIMINADOR DEL PRODUCTO Y POR UN SEGUNDO TRAMO INFERIOR PARA EL RETORNO DE LOS TRANSPORTADORES SIN ESPUMA HACIA EL PUESTO INYECTOR. EN CUALQUIER MOMENTO, EL PRIMER TRAMO SE RELLENA CON TRANSPORTADORES QUE ESTAN EN CONTACTO Y CREAN UN SOLO MOLDE EN EL CUAL SE INYECTA LA ESPUMA, MIENTRAS QUE EN EL SEGUNDO TRAMO, UN TRANSPORTADOR…
JUNTA FORMADA POR UNA MEZCLA POLIMERA.
(01/07/2003). Solicitante/s: SENTINEL PRODUCTS CORP. Inventor/es: BAMBARA, JOHN, D., KOZMA, MATTHEW, L., CAGWIN, TODD, HURLEY, ROBERT, F.
LA INVENCION SE REFIERE A MEZCLAS DE POLIMEROS QUE SE PUEDEN UTILIZAR TANTO EN UN ESTADO ESPUMOSO COMO EN UNO NO ESPUMOSO PARA SUSTITUIR A LOS MEPD CONVENCIONALES Y A OTROS ELASTOMEROS. LA COMPOSICION DE LA MEZCLA INCLUYE UNA RESINA POLIOLEFINICA CATALIZADA POR UN SOLO LADO CON UNA DENSIDAD INFERIOR A 0,878 G/CM -3 Y HASTA UN 40 POR CIENTO EN PESO DE UNA POLIO LEFINA QUE CONTIENE ETILENO Y PROPILENO. LA MEZCLA DE POLIMEROS SE ENTRECRUZA. LAS MEZCLAS DE POLIMEROS SON CONFORMABLES Y ESPUMABLES. NO ES NECESARIO EL USO DE AZUFRE PARA VULCANIZAR LA MEZCLA DE POLIMEROS. LAS MEZCLAS DE POLIMEROS SE PUEDEN UTILIZAR PARA HACER ESPUMA PARA FLOTACIONES O PARA LA FABRICACION DE JUNTAS DE ESTANQUEIDAD.
CUERPOS MOLDEADOS CELULARES DE POLIURETANO.
(16/12/2002). Solicitante/s: BASF AKTIENGESELLSCHAFT. Inventor/es: ROTERMUND, UDO DR., REICHELT, MICHAEL, BIEDERMANN, ANJA, WIEGMANN, WERNER, HEINZ, MARION.
Procedimiento para la obtención de cuerpos moldeados celulares de poliuretano con ranuras en la superficie, caracterizado porque antes de la alimentación del sistema de poliuretano en el útil de molde o bien en el espacio hueco a espumar se aplican sobre la superficie del útil de molde o bien sobre las capas de cobertura del espacio hueco substancias, que influyen allí, donde se aplican, el proceso de espumado de tal manera, que se forman alrededor de estos materiales ranuras en la superficie de la espuma.
MOLDEO POR INYECCION DE MATERIAL MICROCELULAR.
(16/12/2002) ESTA INVENCION SE REFIERE A UNOS SISTEMAS DE MOLDEO POR INYECCION Y A UNOS PROCEDIMIENTOS UTILES PARA LA FABRICACION DE MATERIALES MICROCELULARES EXPANDIDOS ASI COMO ARTICULOS MICROCELULARES. LA VELOCIDAD DE REDUCCION DE PRESION Y LA VELOCIDAD DE CIZALLAMIENTO SON CARACTERISTICAS IMPORTANTES EN ALGUNAS FORMAS DE REALIZACION, Y ESTA INVENCION SE REFIERE A UNOS SISTEMAS PARA CONTROLAR ESTOS PARAMETROS EN UN SISTEMA DE MOLDEO POR INYECCION. OTRO ASPECTO SE REFIERE A UN SISTEMA DE MOLDEO POR INYECCION QUE INCLUYE UN NUCLEADOR QUE ESTA EN SENTIDO ASCENDENTE DE UN MOLDE BAJO PRESION. OTRO ASPECTO SE REFIERE A UN SISTEMA DE EXTRUSION EN EL CUAL UN TORNILLO DE MOVIMIENTO ALTERNATIVO SIRVE PARA FORMAR UNA SOLUCION DE FASE UNICA DE AGENTE DE HINCHAMIENTO…
Rodillo de pintar y procedimiento para su fabricación.
(16/11/2002). Solicitante/s: STERKEL GMBH PINSEL- UND FARBROLLERWERK. Inventor/es: WEIHRAUCH, GEORG.
Procedimiento para fabricar un rodillo de pintar , que presenta un cuerpo cilíndrico de espuma plástica con una escotadura interior para colocarlo sobre un estribo portante , siendo espumeado el cuerpo cilíndrico en una herramienta de moldeo y formándose al controlar los parámetros del procedimiento (temperatura de la herramienta, densidad de espuma, presión de espumeado, enfriamiento, etcétera) una lámina de material plástico solidicada y cerrada sobre la superficie exterior del cuerpo cilíndrico y/o sobre la pared de la escotadura interior , caracterizado porque la lámina interior y/o exterior se abre o se retira al menos parcialmente en una etapa posterior del procedimiento.
Procedimiento para la fabricación de objetos planos y material espumable para la fabricación de objetos planos.
(16/01/2002). Solicitante/s: MILLER PLAST GMBH. Inventor/es: BECKMANN, FRIEDHELM, HESCH, ROLF.
Procedimiento para fabricar objetos planos usando una mezcla de fibras y de un material espumable que se espuma mediante suministro de energía, según el cual las fibras se unen parcialmente entre sí formando una red tridimensional de baja densidad, los polímeros contenidos en la misma se expanden libremente sin contrapresión, el material espumado o espumable se incorpora en forma de gotas a las fibras, y por la expansión de las partículas de espuma, las fibras naturales se adhieren entre sí en forma de nudos, quedando apoyadas desde dentro.
PROCEDIMIENTO PARA LA PREPARACION DE GRANULADOS PLASTICOS EXPANDIBLES.
(16/08/2001). Solicitante/s: SULZER CHEMTECH AG. Inventor/es: ANDREAS, WALDER.
EN EL PROCEDIMIENTO PARA LA ELABORACION DE GRANULADO (C) DE PLASTICO CON CAPACIDAD DE EXPANSION SE IMPREGNA UNA COLADA (A') DE PLASTICO CON UN MEDIO (B) DE IMPULSION FLUIDO, DONDE EL MEDIO DE IMPULSION ES SOLUBLE EN LA COLADA MEDIANTE PRESION ELEVADA EN UNA ZONA DE PRESION DADA PREVIAMENTE DE FORMA SOLAMENTE PARCIAL. EL PROCEDIMIENTO ABARCA LAS SIGUIENTES ETAPAS: 1. DISPERSION DEL MEDIO DE IMPULSION EN LA COLADA, 2. SOPORTADO DE LA MEZCLA EN LA ZONA DE PRESION DADA PREVIAMENTE DURANTE UN TIEMPO DE PERMANENCIA PREVIAMENTE DETERMINADO, 3. ENFRIAMIENTO DE LA COLADA IMPREGNADA CON EL MEDIO DE IMPULSION SOBRE UNA TEMPERATURA, QUE SE ENCUENTRA ALGUNOS ATURA DE SOLIDIFICACION DE LA COLADA Y 4. GRANULACION DE LA MEZCLA ENFRIADA. DE ACUERDO CON LA INVENCION SE ACTUA POR MEDIO DE ELEMENTOS DE MEZCLA ESTATICOS SOBRE LA MEZCLA, CON LO CUAL EN BASE A ESTE EFECTO DE MEZCLA SE EVITA UNA DISTORSION DE LA MEZCLA.
ESPUMA EXTRUIDA DE POLIMERO DE PROPILENO DE CELDILLAS CERRADAS.
(01/01/2000). Solicitante/s: THE DOW CHEMICAL COMPANY. Inventor/es: PARK, CHUNG, P., MALONE, BRUCE, A.
SE PRESENTA UNA ESPUMA DE POLIMERO PROPILENO DE CELULAS CERRADAS, CON UN PORCENTAJE MINIMO DEL 80% DE CELULAS CERRADAS Y UNA ESPUMABILIDAD CARACTERISTICA DE MENOS DEL 1,8. TAMBIEN SE PRESENTA EL METODO PARA ELABORAR LAS ESPUMAS DE POLIMEROPROPILENO DE CELULAS CERRADAS.
PROCEDIMIENTO PARA EXTRUIR ESPUMA DE BAJA DENSIDAD USANDO AGUA COMO AGENTE DE HINCHAMIENTO.
(16/10/1999). Solicitante/s: AMESBURY GROUP, INC. Inventor/es: DEMELLO, ALAN, J., HARTFORD, DOUGLAS, W., MERTINOOKE, PETER, E., MUESSEL, DAN, C., HALBERSTADT, LOUIS.
EN UN PROCESO PARA EXTRUSAR UNA ESPUMA DE BAJA DENSIDAD SE SELECCIONA UN ELASTOMERO TERMOPLASTICO ESPUMABLE TAL COMO GOMA TERMOPLASTICA. EL ELASTOMERO TERMOPLASTICO SELECCIONADO SE SUMINISTRA ENTONCES AL INTERIOR DE UN CILINDRO EXTRUSOR CALENTADO EN DONDE SE COMPRIME Y SE FUNDE MEDIANTE LA ACCION DE UN TORNILLO SINFIN. SE INTRODUCE UN AGENTE ESPUMANTE QUE CONSTA DE AGUA EN EL ELASTOMERO TERMOPLASTICO FUNDIDO. EL ELASTOMERO TERMOPLASTICO FUNDIDO Y EL AGUA SE MEZCLAN Y LUEGO SE ENFRIAN HASTA UNA TEMPERATURA PREDETERMINADA, UNIFORME. LA MEZCLA SE EMPUJA ENTONCES A TRAVES DE UN TROQUEL PARA FORMAR UN PERFIL DE ESPUMA EXTRUDIDA.
ESPUMA DE CELDILLAS AGRANDADAS Y METODO DE FABRICARLA.
(01/10/1999) SE PRESENTA UN PROCESO PARA FABRICAR UNA ESTRUCTURA DE UN POLIMERO AROMATICO ALQUENIL, DE CELULAS CERRADAS, CON UN TAMAÑO DE CELULA AUMENTADO. EN EL PROCESO UN MATERIAL POLIMERO ALQUENIL AROMATICO SE CALIENTA PARA FORMAR UN MATERIAL POLIMERICO FUNDIDO; UN AGENTE DE AUMENTO DEL TAMAÑO DE LAS CELULAS, NO ENCERADO, SE INCORPORA AL MATERIAL POLIMERICO FUNDIDO; UN AGENTE DE SOPLADO SE INCORPORA AL MATERIAL POLIMERICO FUNDIDO A UNA PRESION ELEVADA, PARA FORMAR UN GEL ESPUMABLE, Y EL GEL ESPUMABLE SE EXPANDE DESPUES EN UNA ZONA DE PRESION MAS BAJA, PARA FORMAR LA ESTRUCTURA DE ESPUMA. EL AGENTE DE AUMENTO ESTA PRESENTE EN UNA CANTIDAD SUFICIENTE PARA…
SISTEMA DE CALEFACCION DE SUELO.
(16/06/1999) PROCEDIMIENTO PARA LA FABRICACION DE UNIDADES DE PLACAS AMORTIGUADORAS A BASE DE MATERIAL DE PLASTICO ESPONJOSO PARA SISTEMA DE CALEFACCION DEL SUELO SOBRE CUBIERTAS DE SEPARACION, DONDE UN POLIMERIZADO DE PARTIDA CON CAPACIDAD DE ESPONJAMIENTO EN ESTADO PLASTICO SE APLICA EN UN MOLDE Y EN UN PRIMER TRAMO DEL PROCESO DE ESPONJAMIENTO SE ESPONJA EN UNA PRIMERA CAPA DE PLACA AMORTIGUADORA ASI COMO EN UNA SEGUNDA ETAPA DEL PROCESO DE ESPONJAMIENTO SE ESPONJA EN UNA SEGUNDA CAPA DE PLACA AMORTIGUADORA. AMBAS CAPAS DE PLACA AMORTIGUADORA SE UNEN CON ELLO EN ARRASTRE DEL PROCESO DE ESPONJAMIENTO. EL ESPONJAMIENTO SE ESTABLECE DE TAL MODO, QUE EN LA SITUACION DE MONTAJE DE LA CAPA DE PLACA AMORTIGUADORA SUPERIOR…
DOSIFICADOR DE ISOCIANATO PARA LA FABRICACION DE ESPUMA DE POLIURETANO.
(16/02/1999). Ver ilustración. Solicitante/s: FIBRAS ALCALA, S.A.. Inventor/es: ALBA RUIZ, MANUEL.
DOSIFICADOR DE ISOCIANATO PARA LA FABRICACION DE ESPUMA DE POLIURETANO. EN UN DEPOSITO DE DIMENSIONES ADECUADAS, CON UNA SALIDA INFERIOR PARA EL ISOCIANATO PROVISTO DE UNA VALVULA , SE ESTABLECE A NIVEL MEDIO UNA ENTRADA PARA EL ISOCIANATO Y UNA SALIDA LATERAL O RETORNO DETERMINANTE DE UN NIVEL MAXIMO PARA ESTE PRODUCTO, CORRESPONDIENTE A SU VEZ A LA DOSIS MAXIMA, A PARTIR DE LA CUAL ESTA DOSIS PUEDE IR DISMINUYENDO PROGRESIVAMENTE POR EFECTO DE LA PENETRACION EN EL SENO DEL FLUIDO DE UN FLOTADOR , CAPAZ DE QUEDAR TOTALMENTE RETRAIDO CON RESPECTO A LA LINEA DE NIVEL O DE PENETRAR EN CUALQUIER MEDIDA EN EL SENO DEL ISOCIANATO, ACCIONADO CON LA COLABORACION DE UN HUSILLO Y DE LA TRANSMISION APROPIADA, DESDE UNA MANIVELA , SIENDO SOLIDARIA AL FLOTADOR UNA VARILLA QUE ATRAVIESA LA TAPA SUPERIOR DEL DEPOSITO Y QUE SE REMATA EN UNA AGUJA INDICADORA QUE ACTUA SOBRE UNA ESCALA QUE PERMITE CONTROLAR VISUALMENTE LA DOSIFICACION EFECTUADA.
PROCESO Y EQUIPO PARA LA FABRICACION DE CUERPOS DE MATERIAL POLIMERICO CON NUCLEO DE ESPONJOSO.
(16/11/1998). Solicitante/s: MONTELL ITALIA S.P.A.. Inventor/es: ADDEO, ANTONIO, DR., VEZZOLI, ANNIBALE, ZENTILE, ANTONIO.
UN PROCESO PARA LA FABRICACION DE CUERPOS CON FORMA ESTRUCTURAL Y/O TERMOAISLANTES QUE CONSISTE EN TERMOFORMAR UNA LAMINA DE UNA PRIMERA MITAD DEL MOLDE Y EN INYECTAR A CONTINUACION UNA ESPUMA TERMOPLASTICA EN LA CAMARA HUECA ENCERRADA ENTRE DICHA LAMINA TERMOFORMADA Y UNA SEGUNDA MITAD DEL MOLDE.
DOSIFICACION DE AGENTE PROPULSOR EN LA ELABORACION DE MATERIAL ESPONJOSO DE PLASTICO.
(16/03/1998). Solicitante/s: LINDE AKTIENGESELLSCHAFT. Inventor/es: KLANE, BERND, DIPL.-ING.
EL PROCEDIMIENTO SE REFIERE A LA ELABORACION DE MASA ESPONJOSA DE PLASTICO EXTRUSIONADA, DONDE SE GUIA EL PLASTICO TRANSPORTADO AL EXTRUSIONADOR CON UN AGENTE PROPULSOR CON ALTA PRESION Y SE REGULA LA CANTIDAD DE AGENTE PROPULSOR MEDIANTE UNA VALVULA DE AJUSTE. EN OSCILACIONES DE LA PRESION DE LA MASA DE LA COLADA DE PLASTICO DEBE SER REGULADA DE FORMA CORRESPONDIENTE LA CANTIDAD DE AGENTE PROPULSOR GUIADO A PARTIR DE LA VALVULA DE REGULACION. A MENUDO NO SE ALCANZA LA RELACION DE AJUSTE EN LAS VALVULAS DE REGULACION HABITUALES. PARA ELLO SE PROPONE, QUE SE MANTENGA CONSTANTE LA PRESION DETRAS DE LA VALVULA DE REGULACION POR MEDIO DE UNA VALVULA DE MANTENIMIENTO DE PRESION Y QUE LA CANTIDAD DEL AGENTE PROPULSOR SE REGULE DIRECTAMENTE EN DEPENDENCIA DE LA MASA DE PLASTICO TRANSPORTADA, CON PREFERENCIA POR MEDIO DE LA VELOCIDAD DE GIRO DEL EXTRUSIONADOR.
UNA APARATO DE MOLDEADO Y METODO PARA MOLDEAR UN ARTICULO DE PLASTICO DE DENSIDAD VARIABLE.
(16/12/1997) UN METODO DE MOLDEADO DE UN ARTICULO DE PLASTICO QUE CONSISTE EN: A) PREVER UNA PRIMERA SECCION DE MOLDEADO , B) PREVER UNA SEGUNDA SECCION DE MOLDEADO QUE , CUANDO SE MUEVE EN ACOPLAMIENTO SELLADO CON DICHA PRIMERA SECCION DE MOLDEADO, FORMA UNA CAVIDAD DE MOLDEADO PARA MOLDEAR UN ARTICULO DE PLASTICO; C) MEZCLAR UN AGENTE DE SOPLADO CON UN MATERIAL DE INYECCION DE PLASTICO PARA FORMAR UNA MEZCLA DE INYECCION; D) MANTENER FIJAS DICHA PRIMERA SECCION DE MOLDEADO Y DICHA SEGUNDA SECCION DE MOLDEADO JUNTAS PARA FORMAR DICHA CAVIDAD DE MOLDEADO DE UN VOLUMEN INICIAL; E) INYECTAR DICHA MEZCLA DE INYECCION DENTRO DE DICHA CAVIDAD DE MOLDEADO; (F) PERMITIR QUE DICHA MEZCLA DE REACCION SE REFRIGERE CONTRA LOS LADOS INTERIORES DE DICHA CAVIDAD…
{kind=link}
{kind=link}