Método de laminación y aparato de laminación para materiales metálicos laminados planos.
Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador (1) y al menos un par de rodillos (11,
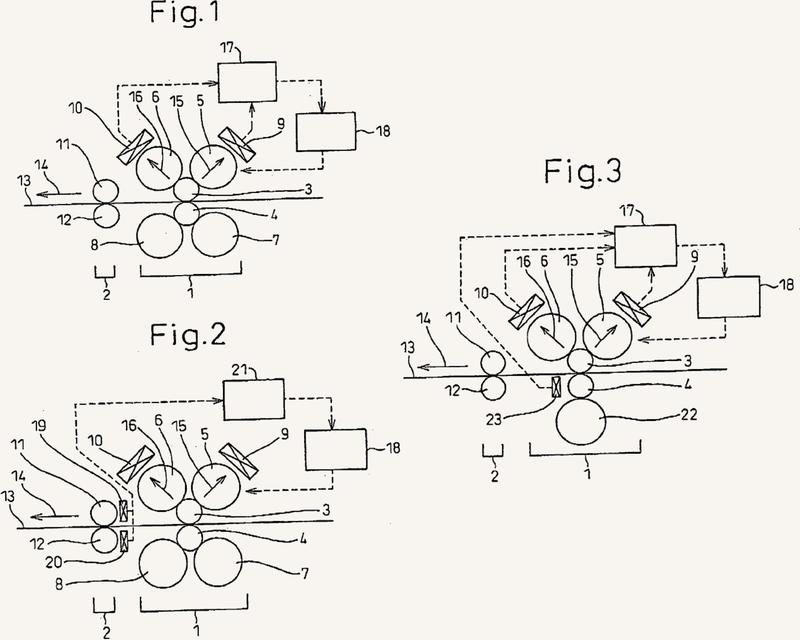
12) dispuestos en el lado de salida de dicho laminador (1) que sujeta el material laminado (13), que tiene un dispositivo motriz para la rotación del rodillo de arrastre capaz de aplicar una fuerza en la dirección del desplazamiento de la laminación a dicho material laminado y recursos (19, 20) para medir independientemente una reacción de una fuerza que actúa en la dirección de la laminación entre dichos rodillos de arrastre y dicho material laminado en el lado del operario y en el lado motriz, teniendo dicho material laminado (1) una construcción en la que o bien uno, o ambos, de los montajes de rodillos, superior e inferior, tienen un mecanismo para soportar un rodillo de trabajo(3, 4), mediante rodillos de respaldo divididos (5, 6) divididos en al menos tres segmentos en la dirección axial, teniendo dicho grupo de rodillos de respaldo divididos (5, 6), una construcción para soportar a la vez una carga en la dirección vertical y una carga en la dirección de la laminación que actúa sobre dicho rodillo de trabajo (3, 4) que está en contacto, y teniendo, independientemente, cada uno de dichos rodillos de respaldo divididos (5, 6), un dispositivo para medir cargas (9, 10), comprendiendo dicho método las etapas de:
aplicar una fuerza en la dirección del desplazamiento de la laminación a dicho material laminado (13) controlando una rotación del rodillo de arrastre generada de dicho dispositivo motriz;
calcular una diferencia Fp df entre la fuerza, en la dirección de la laminación, que actúa en dichos rodillos, superior e inferior, de arrastre (11, 12) en el lado derecho (lado del operario) de dichos rodillos de arrastre y la fuerza en la dirección de la laminación, que actúa sobre dichos rodillos, superior e inferior, de arrastre (11, 12) en el lado izquierdo (lado motriz) de dichos rodillos de arrastre por todo el material laminado basado en la fuerza en la dirección de la laminación medida FP TW y FP BW que actúan entre el material laminado y los rodillos superior e inferior de arrastre en el lado del operario y la fuerza en la dirección de la laminación medida FP TD y FP BD que actúan entre el material laminado y los rodillos superior e inferior de arrastre (5, 6) en el lado motriz y la siguiente fórmula**Fórmula**
o
calcular una diferencia Frdf entre la fuerza, en la dirección de la laminación, que actúa sobre dichos rodillos de trabajo (3, 4) en el lado derecho (lado del operario) de dichos rodillos de trabajo (3, 4), y la fuerza, en la dirección de la laminación, que actúa sobre dichos rodillos de trabajo (3, 4) en el lado izquierdo (lado motriz) de dichos rodillos de trabajo (3, 4), por todo el material laminado, usando unas fuerzas FR W y FR D imaginarias, en la dirección de la 30 laminación, que actúan entre el material laminado y los rodillos de trabajo (3, 4), evaluadas en la posición de los soportes-guía de los rodillos de trabajo en el lado del operario y en el lado motriz, basándose en el valor medido de la carga del rodillo de respaldo medida, en cada segmento de dichos rodillos de respaldo divididos (5, 6), mediante cada dispositivo que mide la carga independiente (9, 10) y la fórmula de abajo:**Fórmula**
y controlar una componente basculante izquierda-derecha de la separación entre rodillos de dicho rodillo superior de trabajo (3) y dicho rodillo inferior de trabajo (4) que da como resultado que dicha diferencia calculada Fp df o Frdf de la fuerza en la dirección de la laminación se aproxime a cero,
donde
FR W y FR D son fuerzas imaginarias, en la dirección de la laminación, cuando las fuerzas, en la dirección de la laminación, que actúan entre el material laminado y los rodillos de trabajo (3, 4) se evalúan en las posiciones del soporte-guía del rodillo de trabajo en lado del operario y en el lado motriz, respectivamente;
qi es el valor de la medida de la carga del rodillo i de respaldo dividido;
θi es el ángulo entre la dirección de la línea de operación de la carga del rodillo de respaldo dividido y la línea horizontal (el rodillo de respaldo dividido del lado de la entrada forma un ángulo agudo y el rodillo de respaldo dividido del lado de la salida forma un ángulo obtuso);
Zi es la posición del centro de la longitud del cuerpo cilíndrico de cada rodillo de respaldo dividido, expresado por las coordenadas de la dirección axial del rodillo, estando el origen en el centro del laminador;
aW es la distancia entre los centros del soporte-guía del lado del operario y el soporte-guía del lado motriz; y FW y FD son los valores reales de la fuerza de flexión, en la dirección horizontal, que actúa sobre los rodillos de trabajo en ambos lados, el del operario y el motriz (mencionar que se pueden omitir cuando no se proporciona la fuerza horizontal de flexión del rodillo).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09002295.
Solicitante: NIPPON STEEL & SUMITOMO METAL CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 6-1, Marunouchi 2-chome Chiyoda-ku JAPON.
Inventor/es: YAMADA, KENJI, OGAWA, SHIGERU, SHIRAISHI, TOSHIYUKI, HIGASHIDA,YASUHIRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B13/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 13/00 Cajas de laminadores, es decir, conjuntos compuestos de un chasis, de cilindros y de accesorios (B21B 17/00 - B21B 23/00 tienen prioridad; detalles, partes constitutivas, accesorios, dispositivos auxiliares, procedimientos de laminado, ver los grupos apropiados). › dotados de dispositivos de contrapresión que actúan sobre los cilindros para impedir que éstos cedan ante el esfuerzo (dispositivos de contrapresión como tales B21B 29/00).
- B21B37/00 B21B […] › Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
- B21B37/30 B21B […] › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › con control de la flexión de los cilindros.
- B21B37/68 B21B 37/00 […] › Control de la flexión o dirección de las láminas, hojas o planchas, p. ej. prevención de meandros.
- B21B38/08 B21B […] › B21B 38/00 Métodos y dispositivos de medida especialmente adaptados a laminadores, p. ej. detección de la posición, inspección del producto. › para medida de la fuerza de laminado.
- B21B39/00 B21B […] › Sistemas para hacer avanzar, sujetar o presentar el material, o para controlar su movimiento, combinados con laminadores, dispuestos en los laminadores, o especialmente concebidos para ser utilizados con laminadores (guiado, transporte o acumulación de materiales de gran flexibilidad en bucles o en arcos B21B 41/00; especialmente asociados a los lechos de enfriamiento B21B 43/00; transporte en general B65G).
PDF original: ES-2715026_T3.pdf
Patentes similares o relacionadas:
Procedimiento y tren de laminación para mejorar la salida de ruta de un fleje metálico a laminar, cuyo extremo de fleje metálico se desplaza a velocidad de laminación, del 20 de Noviembre de 2019, de SMS group GmbH: Procedimiento para mejorar la salida de ruta de un fleje metálico a laminar , cuyo extremo de fleje metálico (1a) circula a velocidad de laminación […]
Aparato de laminado y método de monitorización del laminado, del 7 de Noviembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de laminado que comprende: una pluralidad de plataformas de laminado , cada una de las cuales incluye un par de rodillos de trabajo y una unidad […]
Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 19 de Julio de 2013, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando unequipo de laminación que incluye un laminador y al menos […]
 Método y dispositivo para laminar planchas metálicas, del 7 de Noviembre de 2012, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador […]
Método y dispositivo para laminar planchas metálicas, del 7 de Noviembre de 2012, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador […]
 PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE UNA BANDA METALICA LAMINADA A PARTIR DE UNA FUSION METALICA, del 13 de Abril de 2010, de SIEMENS VAI METALS TECHNOLOGIES GMBH & CO: Procedimiento para la fabricación en continuo de una banda metálica , laminada, a partir de una fusión metálica , especialmente para la fabricación […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE UNA BANDA METALICA LAMINADA A PARTIR DE UNA FUSION METALICA, del 13 de Abril de 2010, de SIEMENS VAI METALS TECHNOLOGIES GMBH & CO: Procedimiento para la fabricación en continuo de una banda metálica , laminada, a partir de una fusión metálica , especialmente para la fabricación […]
 PROCEDIMIENTO DE EXPLOTACION DE UN TREN DE LAMINACION Y SUS EQUIPOS CORRESPONDIENTES, del 15 de Enero de 2010, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento de explotación de un tren de laminación con al menos una caja de laminación (1 a 6) para la laminación de una banda en varios procesos […]
PROCEDIMIENTO DE EXPLOTACION DE UN TREN DE LAMINACION Y SUS EQUIPOS CORRESPONDIENTES, del 15 de Enero de 2010, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento de explotación de un tren de laminación con al menos una caja de laminación (1 a 6) para la laminación de una banda en varios procesos […]
PROCEDIMIENTO REGULADOR PARA LAMINAR UNA BANDA EN UNA CAJA DE LAMINACION., del 1 de Marzo de 2007, de SMS DEMAG AG: Procedimiento regulador para laminar una banda en una caja de laminación, que comprende al menos una pareja de cilindros de trabajo (1, 1), cilindros de apoyo (2, […]
MÉTODO Y DISPOSITIVO PARA MODIFICAR SELECTIVAMENTE LA GEOMETRÍA DE UNA BANDA DE DESBASTE EN UNA CAJA DESBASTADORA, del 28 de Octubre de 2011, de SMS SIEMAG AG: Método para la laminación en caliente de material a laminar en un tren de laminación de bandas en caliente o en trenes de laminación Steckel, en donde para el ajuste del curso […]