Procedimiento para la determinación de la distancia entre un dispositivo quemador autógeno y una pieza de trabajo mediante detección de un parámetro sin un suministro de energía eléctrica propio.
Procedimiento para la determinación de la distancia (ds) entre un dispositivo quemador autógeno (1) y una piezade trabajo (3),
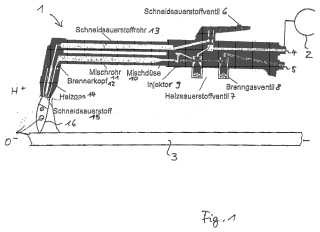
en el que teniendo en cuenta la ionización dependiente de la distancia dentro de la llama dequemador (16) se detecta de forma pasiva sin un suministro de energía eléctrica propio al menos la tensión eléctrica(U) en el dispositivo quemador (1) o entre el dispositivo quemador (1) y la pieza de trabajo (3),
caracterizado porque
la distancia (ds) entre dispositivo quemador (1) y pieza de trabajo (3) se regula a una distancia de modo que a estadistancia (ds) se ha detectado una tensión eléctrica en el intervalo de un mínimo de tensión eléctrica (32) entre dosmáximos de tensión eléctrica (30, 31) y/o
la distancia (ds) entre dispositivo quemador (1) y pieza de trabajo (3) se regula en función del aumento (dU/dt) o(dU)/ds) de la tensión eléctrica en función del tiempo o en función de la distancia (ds) que varía entre dispositivoquemador (1) y pieza de trabajo (3).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10007350.
Solicitante: Kjellberg-Stiftung.
Nacionalidad solicitante: Alemania.
Dirección: Schlossstrasse 6c 03238 Finsterwalde ALEMANIA.
Inventor/es: KRINK,VOLKER, BACH,FRIEDRICH-WILHELM PROF. DR.-ING, HASSEL,THOMAS, BIERBAUM,MARTEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K7/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 7/00 Corte, quitado de defectos superficiales o despulido, por el calentamiento a la llama. › Dispositivos auxiliares, p. ej. para guiar o soportar el soplete (medios de guiado aplicables a otras máquinas para el trabajo de metales B23Q).
PDF original: ES-2428414_T3.pdf
Fragmento de la descripción:
Procedimiento para la determinación de la distancia entre un dispositivo quemador autógeno y una pieza de trabajo mediante detección de un parámetro sin un suministro de energía eléctrica propio La invención se refiere a un procedimiento para la determinación de la distancia entre un dispositivo quemador autógeno y una pieza de trabajo de acuerdo con el preámbulo de la reivindicación 1 (véase, por ejemplo, el documento DE 1 220 356) . Puede usarse de manera especialmente ventajosa para una regulación de esta distancia durante el proceso para la separación térmica.
Un dispositivo quemador autógeno se usa en la separación térmica autógena y la unión de materiales. Para la unión se usa en el contexto de la soldadura autógena habitualmente un soplete como dispositivo quemador. Un dispositivo quemador comparable puede usarse también para la separación térmica, es decir para el oxicorte, de materiales. En comparación con otros procedimientos de corte, el oxicorte autógeno, permite la separación de piezas de trabajo muy grandes y en particular muy gruesas, por ejemplo de chapas metálicas con grosores de más de 50 mm, con una velocidad de corte mayor en comparación con otros procedimientos.
Para la separación o unión precisa de piezas de trabajo es importante, en la técnica autógena, mantener una distancia determinada entre el dispositivo quemador y la pieza de trabajo, dado que la llama generada por el dispositivo quemador presenta una distribución de temperatura característica y el proceso de separación o de unión se realiza del mejor modo en la zona del máximo de temperatura de esta distribución de temperatura. Para la determinación y el ajuste de la distancia en una máquina de oxicorte se conoce a partir del documento DE 101 44 718 A1 colocar un dispositivo sensor independiente en el dispositivo quemador, a través del cual se determina la distancia a una pieza de trabajo por medio de medición capacitiva o inductiva.
Con el uso de un dispositivo sensor de este tipo se produce que en particular en el caso de piezas de trabajo con superficie irregular, aparecen colisiones del dispositivo sensor o del dispositivo quemador con la pieza de trabajo. Además, un dispositivo sensor separado es costoso y caro y relativamente poco práctico en su manejo.
En el documento DE 1962170 C se describe un procedimiento para controlar el avance de un dispositivo de corte de gas automático, en el que como magnitud de medición se usará el potencial que aparece entre la boquilla y la pieza de trabajo. En ese documento se afirma, en cambio, que esta magnitud de medición eléctrica es una vez independiente de la composición del gas y la distancia de la boquilla a la pieza de trabajo, de modo que de esta forma no es posible una medición de distancia.
El documento US 2.364.645 se refiere a una solución técnica que puede usarse en la separación térmica autógena. A este respecto, la boquilla de un quemador es parte componente de un circuito eléctrico, con el que se alcanzará una regulación de distancia de la boquilla a la pieza de trabajo. A este respecto, una corriente eléctrica fluirá de manera activa a través de la llama de quemador entre quemador y pieza de trabajo. Para la regulación se usará la conductividad eléctrica que varía de manera correspondiente en la llama de quemador. Para el funcionamiento activo es necesaria una fuente de corriente eléctrica, en este caso, en concreto, una batería. Por lo demás, el circuito eléctrico está realizado de forma costosa. La constante de tiempo que ha de tenerse en cuenta en la regulación de la distancia es por tanto grande y limita la precisión.
El documento DE 27 24 909 A1, a su vez, se refiere a un procedimiento para la guía automática de un quemador de corte de gas para localizar el borde de principio de corte. Para ello se detectará la resistencia de la llama de corte entre el quemador y la pieza de trabajo en un circuito de medición. La variación de resistencia que aparece al incidir la llama de corte sobre el borde de pieza de trabajo se usará para la señal inicial para el comienzo de la fase de precalentamiento con fase de corte subsiguiente. A este respecto, se usará la gran diferencia de la resistencia eléctrica que varía al incidir la llama de corte. La resistencia eléctrica varía a este respecto hacia abajo desde un valor de partida de varios 100 kOhm en potencias de diez de 1 a 3, lo que representa una diferencia significativa que puede usarse para este tipo de control de manera sencilla y segura.
El documento DD 282802 A7 y el documento DD 249 598 A1 se refieren a procedimientos para la regulación de la distancia del quemador o para el control de proceso durante la separación térmica. A este respecto, en el caso de la técnica conocida por el documento DD 249 598 A3, se guiará con un coste elevado, una corriente alterna eléctrica con alta frecuencia a través de la llama de quemador y a este respecto se detectará la semionda positiva y la negativa por debajo de la intensidad de corriente de saturación en el plasma de gas y se almacenará. Estos valores se compararán con valores especificados y se usarán para la regulación. En el caso de la enseñanza que se describe en el documento DD 282 802 A7 se conducirá periódicamente una sucesión de al menos 11 corrientes continuas constantes positivas, temporalmente cortas, de distintas magnitudes, a través del plasma de gas. A este respecto se almacenan y se miden las caídas de tensión. Además se comparará el aumento medio de la parte lineal de la curva característica y la corriente de pandeo con valores límite y se relacionará con magnitudes de control de proceso. También para ello es necesario un mayor gasto, aunque deba tenerse en cuenta una constante de tiempo grande.
La invención se basa en el objetivo de indicar posibilidades para la determinación de la distancia entre un dispositivo quemador autógeno y una pieza de trabajo, que permitan una determinación de distancia eficaz con medios
sencillos y pequeña constante de tiempo para una regulación de la distancia.
Este objetivo se consigue mediante el procedimiento indicado en la reivindicación de patente 1. Las reivindicaciones dependientes indican perfeccionamientos ventajosos de la invención.
La invención se basa en el conocimiento de que la mezcla de gas que se quema, usada para el procesamiento térmico en la técnica autógena, en particular la llama de quemador, puede usarse para la determinación de la distancia entre un dispositivo quemador y una pieza de trabajo. Esto tiene la ventaja de que la medición de distancia puede tener lugar de manera relativamente precisa, concretamente con respecto a la posición de la propia llama de quemador. De este modo pueden evitarse imprecisiones de medición, que se provocan por un dispositivo sensor separado dispuesto a una distancia del la llama de quemador.
En la técnica autógena se quema habitualmente una mezcla de gas de oxígeno y acetileno (etino) . En este caso, las reacciones químicas representadas en la figura 2 aparecen dentro de la llama de quemador. Además de los procesos químicos, aparece adicionalmente una ionización de átomos dentro de la llama de quemador. De manera ventajosa puede tenerse en cuenta esta ionización, de acuerdo con la invención, y usarse para la determinación de la distancia. Para la detección de la ionización pueden introducirse por ejemplo electrodos en la llama de quemador y detectarse la modificación de un flujo de corriente eléctrica a través de los electrodos a consecuencia de una modificación de la ionización al modificarse la distancia del dispositivo quemador a la pieza de trabajo. Se descubrió que el porcentaje, la distribución y el movimiento de los iones en la llama de quemador están relacionados con la distancia del dispositivo quemador con respecto a la pieza de trabajo. De manera ventajosa, mediante la detección de la ionización al menos puede detectarse un parámetro eléctrico inherente a la llama de quemador como magnitud de distancia característica f (d) , que además está disponible de manera sencilla para una detección eléctrica. La señal eléctrica detectada puede procesarse en un dispositivo de evaluación electrónico.
En este sentido, la detección significativa de un parámetro eléctrico de una llama de quemador autógeno es sorprendente para este tipo de determinación de distancia, porque los gases usados son aislantes por su naturaleza y no permiten en sí, a diferencia de por ejemplo en el caso del corte por plasma, un flujo de corriente eléctrica. Si bien en principio se conoce que quemando gases dentro de una llama aparecen ionizaciones, sin embargo, recientemente, el conocimiento en el que se basa la presente invención, de que durante... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la determinación de la distancia (ds) entre un dispositivo quemador autógeno (1) y una pieza de trabajo (3) , en el que teniendo en cuenta la ionización dependiente de la distancia dentro de la llama de quemador (16) se detecta de forma pasiva sin un suministro de energía eléctrica propio al menos la tensión eléctrica (U) en el dispositivo quemador (1) o entre el dispositivo quemador (1) y la pieza de trabajo (3) ,
caracterizado porque la distancia (ds) entre dispositivo quemador (1) y pieza de trabajo (3) se regula a una distancia de modo que a esta distancia (ds) se ha detectado una tensión eléctrica en el intervalo de un mínimo de tensión eléctrica (32) entre dos máximos de tensión eléctrica (30, 31) y/o la distancia (ds) entre dispositivo quemador (1) y pieza de trabajo (3) se regula en función del aumento (dU/dt) o (dU) /ds) de la tensión eléctrica en función del tiempo o en función de la distancia (ds) que varía entre dispositivo quemador (1) y pieza de trabajo (3) .
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la distancia (ds) entre dispositivo quemador (1) y pieza de trabajo (3) se cambia cíclicamente con la regulación de la distancia mediante movimiento de traslación entre dos puntos de inversión, y la detección del al menos un máximo y/o un mínimo local de la tensión eléctrica y/o del aumento (dU/dt) o (dU) /ds) de la tensión eléctrica se realiza a este respecto cíclicamente.
3. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la determinación de distancia se realiza específicamente para el material de pieza de trabajo respectivo.
4. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque con los valores de medición eléctricos detectados en el dispositivo quemador (1) o entre el dispositivo quemador (1) y la pieza de trabajo (3) para la tensión eléctrica (u) , la corriente eléctrica (i) y/o la resistencia eléctrica (r) después de la realización de una fase de precalentamiento antes del comienzo del corte autógeno, se controla la conexión del oxígeno de corte.
5. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque se realiza una medición de flujo para la determinación de la cantidad de flujo de al menos un gas que fluye a través de al menos una línea de alimentación de gas (4, 5, 50, 51) a través del dispositivo quemador (1) y se tiene en cuenta en la regulación de la distancia (ds) entre el dispositivo quemador (1) y la pieza de trabajo (3) .
6. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la temperatura de pieza de trabajo se determina en la zona que se ve afectada por la llama de quemador (16) y se tiene en cuenta en la regulación de la distancia (ds) entre el dispositivo quemador (1) y la pieza de trabajo (3) .
7. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la distancia (ds) entre dispositivo quemador (1) y pieza de trabajo (3) se regula de modo que el máximo de temperatura de la llama de quemador (16) esté situado en la zona de la pieza de trabajo (3) .
8. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque se realiza una calibración, realizándose una medición de calibración, en la que la llama de quemador (16) se dirige al menos una vez, a una distancia conocida (ds) entre dispositivo quemador (1) y pieza de trabajo (3) , a una muestra atemperada y se detecta al menos una de las magnitudes eléctricas y se transmite a una unidad de control y de regulación electrónica.
9. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque para una regulación de la distancia (ds) entre dispositivo quemador (1) y pieza de trabajo (3) y/o una calibración para distintos materiales se depositan desarrollos de valores de medición específicos en una base de conocimientos o en una memoria electrónica, se comparan con al menos una magnitud eléctrica detectada y se tienen en cuenta en la regulación de la distancia.
Patentes similares o relacionadas:
Desbarbadora de barras de acero, del 6 de Mayo de 2020, de SARRALLE EQUIPOS SIDERÚRGICOS, S.L: Desbarbadora de barras de acero, destinada a incorporarse en una instalación siderúrgica de colada continua en una disposición inmediatamente […]
Sistema y método para procesar una pieza de trabajo, del 8 de Febrero de 2019, de PEDDINGHAUS CORPORATION (100.0%): Un sistema para procesar una pieza de trabajo , comprendiendo dicho sistema : (A) una superficie de soporte para soportar una pieza […]
Sistema y método para el mecanizado térmico de una pieza a trabajar mediante el uso de un soplete de plasma o de un soplete de oxifuel para el montaje intercambiable en un receptáculo del quemador, del 16 de Noviembre de 2018, de Messer Cutting Systems Inc: Un sistema para el mecanizado térmico de una pieza a trabajar , que comprende: Un cuerpo de soplete con un primer extremo axial […]
Aparato de corte con una placa en la que están montados dos sopletes, del 23 de Agosto de 2017, de PEDDINGHAUS CORPORATION (100.0%): Un aparato para cortar una pieza de trabajo que comprende: un bastidor de soporte principal ; una placa de montaje de soplete montada en dicho bastidor de […]
Uso de un gas combustible, del 17 de Mayo de 2017, de Iwatani Corporation: Uso de un gas combustible como gas de combustión para reducir la rugosidad superficial de la superficie de corte en el corte con gas de un acero, comprendiendo dicho gas combustible […]
Aparato y procedimiento para cortar piezas de trabajo, del 29 de Marzo de 2017, de HGG Profiling Equipment B.V: Un aparato para cortar piezas de trabajo (W), en particular, piezas de trabajo (W) alargadas, tales como elementos tubulares y vigas, aparato que comprende un soporte […]
DISPOSITIVO PARA LA ELIMINACIÓN DE REBABAS PRODUCIDAS DURANTE UN PROCESO DE CORTE POR OXICORTE DE PALANQUILLAS, del 8 de Diciembre de 2016, de GLOBAL STEEL WIRE, S.A: Dispositivo para la eliminación de rebabas producidas durante un proceso de corte por oxicorte de palanquillas (A), que comprende un cuerpo de oxicorte en […]
Dispositivo para el tratamiento térmico de una pieza de trabajo, del 8 de Abril de 2015, de Messer Cutting Systems GmbH (100.0%): Dispositivo para el tratamiento térmico de una pieza de trabajo con una herramienta de tratamiento térmico regulable perpendicularmente con respecto a la superficie […]