Procedimiento de soldadura láser sin aporte de material y dispositivo eléctrico susceptible de ser realizado mediante ese procedimiento.
Procedimiento de soldadura sin aporte de material destinado a unir entre sí unos elementos metálicos primero(20) y segundo (16),
formando el primer elemento (20) un soporte (26) o estando destinado a aplicarse sobre unsoporte (26), del 5 tipo en el que:
- se forma en el primer elemento (20) una parte de soldadura (20A) provista de un extremo de unión (22) con unaparte (20B) de soporte del primer elemento (20), y
- se dirige sobre la parte de soldadura (20A) del primer elemento (20) un haz energético (24) de manera queprovoque la fusión de una parte al menos de la masa de dicho primer elemento (20), entrando la masa fundida encontacto con el segundo elemento (16) por colapso de dicha masa;
caracterizado porque:
- se forma en la parte de soldadura (20A) del primer elemento (20) una cara (F) de extremo libre, opuesto al extremode unión (22),
- se dirige el haz energético (24) sobre la parte de soldadura (20A) de manera que el eje (X) del haz (24) atraviesa laparte de soldadura (20A) desde la cara del extremo libre (F) hacia el extremo de unión (22),
- la temperatura de fusión de la parte de soldadura (20A) es superior a la del segundo elemento (16) de manera quese permite una fusión adecuada de la superficie del segundo elemento (16) por contacto con la masa fundida de laparte de soldadura (20A).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2005/002818.
Solicitante: VALEO ELECTRONIQUE ET SYSTEMES DE LIAISON.
Nacionalidad solicitante: Francia.
Dirección: Z.A.C. du Pas du Lac 5 avenue Newton 78180 Montigny-le-Bretonneux FRANCIA.
Inventor/es: GASQUET, JEAN CLAUDE, TANGHE, ALCINA, TORCHEUX, BERTRAND, MORELLE,JEAN-MICHEL, VIVET,Laurent.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K15/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 15/00 Soldadura o corte por haz de electrones (tubos de haces electrónicos o iónicos H01J 37/00). › Circuitos de control a este efecto.
- B23K33/00 B23K […] › Extremidades de piezas especialmente perfiladas para efectuar ensamblajes por soldadura sin fusión o por soldadura; Rellenado de las juntas continuas así formadas.
- H01R4/02 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01R CONEXIONES CONDUCTORAS DE ELECTRICIDAD; ASOCIACION ESTRUCTURAL DE UNA PLURALIDAD DE ELEMENTOS DE CONEXION ELECTRICA AISLADOS UNOS DE OTROS; DISPOSITIVOS DE ACOPLAMIENTO; COLECTORES DE CORRIENTE. › H01R 4/00 Conexiones conductoras de electricidad entre varias piezas conductoras de contacto directo, es decir, que se tocan el uno al otro; Medios para realizar o mantener tales contactos; Conexiones conductoras de electricidad con dos o más emplazamientos de conexión espaciados para los conductores y utilizando piezas de contacto que penetran en el aislamiento. › Conexiones soldadas (H01R 4/62, H01R 12/59, H01R 12/65 tienen prioridad).
PDF original: ES-2388036_T3.pdf
Fragmento de la descripción:
Procedimiento de soldadura láser sin aporte de material y dispositivo eléctrico susceptible de ser realizado mediante ese procedimiento
La presente invención se refiere a un procedimiento de soldadura sin aporte de material y a un dispositivo eléctrico susceptible de ser realizado mediante ese procedimiento de acuerdo con el preámbulo de las reivindicaciones 1 y 16 respectivamente (véase, por ejemplo, el documento EP 1400303) .
Se aplica en particular para la conexión de un componente eléctrico, provisto de al menos una clavija de conexión eléctrica, a un substrato.
Ya se conoce en el estado de la técnica, particularmente a partir del documento EP-A-1400303, un procedimiento de soldadura sin aporte de material que tiene por objeto unir entre sí unos elementos metálicos primero y segundo, 15 formando el primer elemento un soporte o estando destinado a aplicarse sobre un soporte, del tipo en el que:
- en el primer elemento se forma una parte de soldadura provista de un extremo de unión con una parte de soporte del primer elemento, y
- se dirige sobre la parte de soldadura del primer elemento un haz energético de forma que provoque la fusión de una parte al menos de la masa de dicho primer elemento, entrando la masa fundida en contacto con el segundo elemento por el colapso de dicha masa.
En el documento EP-A-1400303, el primer elemento lo conforma una placa y el segundo elemento lo conforma una
varilla. En la placa se practica un pestañado a fin de delimitar unas lengüetas salientes. Cada lengüeta, que forma una parte de soldadura, se une mediante un pliegue al resto de la placa, formando una parte de soporte. Además, cada lengüeta tiene una forma general triangular delimitada por el pliegue y dos bordes libres adyacentes.
La varilla tiene por objeto encajarse en el pestañado para que, a la vez que se doblan las lengüetas
perpendicularmente a la placa, se asegure un contacto preciso con dichas lengüetas. Tras encajar la varilla, cada lengüeta comprende una superficie interna de contacto con la varilla y una superficie externa opuesta a la superficie interna.
El documento EP-A-1400303 propone provocar la fusión de cada lengüeta mediante un haz energético de tipo láser. 35 A tal fin, el eje del haz láser se dirige hacia la superficie externa de las lengüetas.
Ahora bien, teniendo en cuenta las imprecisiones en el posicionamiento del punto de focalización del haz láser, una parte más o menos importante de la energía de dicho haz podría transmitirse a la varilla.
El procedimiento de soldadura descrito en el documento anterior no parece adaptado para unir entre sí una clavija (que forma una varilla flexible) de conexión eléctrica de un componente eléctrico y un substrato metálico (que forma una placa) .
De hecho, la clavija flexible del componente eléctrico no es lo bastante rígida para plegar las lengüetas que se
45 forman mediante el pestañado que se practica en el substrato. Por lo tanto no es posible obtener un contacto preciso entre las lengüetas y la clavija del componente eléctrico, encajando la clavija (flexible) del componente eléctrico en un pestañado del substrato, tal y como propone el documento EP-A-1400303.
Además, las fluctuaciones en el posicionamiento del punto de focalización del haz láser podrían provocar una 50 transmisión excesiva de energía a la clavija del componente eléctrico y destruir dicha clavija.
La invención tiene particularmente como objetivo unir eléctrica y mecánicamente las clavijas de un componente eléctrico a un substrato metálico con la ayuda de un procedimiento de soldadura sin aporte de material, del tipo citado anteriormente.
55 A tal fin, la invención tiene por objeto un procedimiento de soldadura sin aporte de material que tiene como fin unir entre sí unos elementos metálicos primero y segundo, de acuerdo con la reivindicación 1.
Gracias a la orientación particular del haz energético que propone la invención, el segundo elemento formado por 60 ejemplo, por una clavija de un componente eléctrico, no recibe una cantidad excesiva de energía procedente del haz. De hecho, la parte de la soldadura del primer elemento absorbe la mayor parte de la energía del haz.
Además, el posicionamiento relativo de los elementos primero y segundo puede ser relativamente burdo, al permitir que el colapso de la masa fundida del primer elemento rellene, eventualmente, el espacio entre los elementos 65 primero y segundo.
Para terminar, las fluctuaciones en el posicionamiento del punto de focalización del haz energético no conllevan una exposición indeseable del segundo elemento al haz. De hecho, a pesar de dichas fluctuaciones, el punto de focalización permanece situado en la masa de la parte de soldadura del primer elemento, entre la cara del extremo libre y el extremo de unión de dicha parte de soldadura.
A continuación se presentan otras características opcionales de este procedimiento de soldadura:
- la parte de soldadura está unida a la parte de soporte mediante un pliegue que forma el extremo de unión de dicha parte de soldadura, siendo la cara del extremo libre substancialmente paralela al pliegue;
- el ángulo entre el eje del haz energético y la cara del extremo libre es substancialmente igual a 90°;
- el ángulo entre el eje del haz energético y la cara del extremo libre es superior a 90°, de forma que refleje una parte
del haz hacia el segundo elemento; 15
- el haz energético es un haz láser;
- el haz láser lo emite una fuente de pulsos, estando la duración de los pulsos preferentemente comprendida entre 2 y 20 ms;
- el haz energético es un haz de electrones que se emiten al vacío;
- se aplica la parte del soporte del primer elemento sobre un substrato, preferentemente antes de aplicar este primer
elemento al segundo elemento; 25
- el substrato comprende un revestimiento metálico, se aplica la parte de soporte del primer elemento sobre el substrato por soldadura con aporte de material sobre el revestimiento metálico de dicho substrato;
- la parte de soporte del primer elemento tiene una forma general de puente que comprende dos extremos opuestos que se aplican sobre el substrato;
- la parte de soldadura se forma mediante un pestañado que se practica en la parte de soporte, entre los dos extremos de esta parte de soporte;
- el primer elemento forma una pestaña que forma parte integral con un soporte que soporta al menos el segundo elemento;
- el segundo elemento forma una clavija de conexión eléctrica de un componente eléctrico, por ejemplo un componente de tipo pasante;
- la cara del extremo libre tiene una forma general rectangular, delimitada por dos bordes opuestos, respectivamente próximo y distal del segundo elemento, estando la distancia entre dichos bordes comprendida entre 0, 2 y 1 mm;
- Ios dos bordes opuestos, el próximo y el distal, son substancialmente paralelos al pliegue.
45 La invención tiene también por objeto un dispositivo eléctrico de acuerdo con la reivindicación 6.
La invención se entenderá mejor tras la lectura de la siguiente descripción, que se aporta únicamente a modo de ejemplo y en referencia a los dibujos adjuntos, en los que:
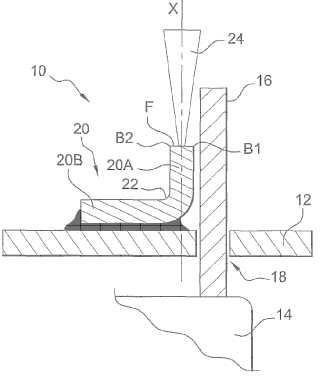
- la figura 1 es una vista en corte axial de un dispositivo eléctrico de acuerdo con un primer modo de realización de la invención, durante el proceso de fabricación, antes de la formación de la soldadura que une entre sí los elementos metálicos primero y segundo;
55. la figura 2 es una vista similar a la de la figura 1, que muestra la soldadura que une entre sí los elementos metálicos primero y segundo;
- las figuras 3 y 4 son vistas similares a las de las figuras 1 y 2 que muestran un dispositivo eléctrico de acuerdo con un segundo modo de realización de la invención;
-
Reivindicaciones:
1. Procedimiento de soldadura sin aporte de material destinado a unir entre sí unos elementos metálicos primero
(20) y segundo (16) , formando el primer elemento (20) un soporte (26) o estando destinado a aplicarse sobre un 5 soporte (26) , del tipo en el que:
- se forma en el primer elemento (20) una parte de soldadura (20A) provista de un extremo de unión (22) con una parte (20B) de soporte del primer elemento (20) , y
- se dirige sobre la parte de soldadura (20A) del primer elemento (20) un haz energético (24) de manera que provoque la fusión de una parte al menos de la masa de dicho primer elemento (20) , entrando la masa fundida en contacto con el segundo elemento (16) por colapso de dicha masa;
caracterizado porque: 15
- se forma en la parte de soldadura (20A) del primer elemento (20) una cara (F) de extremo libre, opuesto al extremo de unión (22) ,
- se dirige el haz energético (24) sobre la parte de soldadura (20A) de manera que el eje (X) del haz (24) atraviesa la parte de soldadura (20A) desde la cara del extremo libre (F) hacia el extremo de unión (22) ,
- la temperatura de fusión de la parte de soldadura (20A) es superior a la del segundo elemento (16) de manera que se permite una fusión adecuada de la superficie del segundo elemento (16) por contacto con la masa fundida de la parte de soldadura (20A) .
2. Procedimiento de acuerdo con la reivindicación 1, en el que la parte de soldadura (20A) se une a la parte de soporte (20B) mediante un pliegue (22) que forma el extremo de unión de dicha parte de soldadura (20A) , siendo la cara del extremo libre (F) substancialmente paralela al pliegue (22) .
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, en el que el ángulo entre el eje (X) del haz energético (24) y la cara del extremo libre (F) es substancialmente igual a 90°.
4. Procedimiento de acuerdo con la reivindicación 1 ó 2, en el que el ángulo entre el eje (X) del haz energético (24) y
la cara del extremo libre (F) es superior a 90°, de manera que se refleja una parte del haz (24) hacia el segundo 35 elemento (16) .
5. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 ó 4, en el que el haz energético (24) es un haz láser.
6. Procedimiento de acuerdo con la reivindicación 5, en el que el haz láser (24) lo emite una fuente de pulsos, estando la duración de los pulsos preferentemente comprendida entre 2 y 20 ms.
7. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 ó 4, en el que el haz energético (24) es un
haz de electrones que se emite al vacío. 45
8. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 7, en el que se aplica la parte de soporte (20B) del primer elemento (20) sobre un substrato (12) , preferentemente antes de aplicar dicho primer elemento (20) sobre el segundo elemento (16) .
9. Procedimiento de acuerdo con la reivindicación 8, en el que, comprendiendo el substrato (12) un revestimiento metálico, se aplica la parte de soporte (20B) del primer elemento (20) sobre el substrato (12) mediante una soldadura con aporte de material sobre el revestimiento metálico de dicho substrato.
10. Procedimiento de acuerdo con la reivindicación 8 ó 9, en el que la parte de soporte (20B) del primer elemento
55 (20) tiene una forma general de puente que comprende dos extremos opuestos que se aplican sobre el substrato (12) .
11. Procedimiento de acuerdo con la reivindicación 10, en el que la parte de soldadura (20A) la conforma un pestañado que se practica en la parte de soporte (20B) , entre los dos extremos de dicha parte de soporte (20B) .
12. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 7, en el que el primer elemento (20) forma una pestaña que forma parte integral con un soporte (26) que soporta al menos el segundo elemento (16) .
13. Procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el segundo elemento
65 (16) forma una clavija de conexión eléctrica de un componente eléctrico (14) , por ejemplo un componente de tipo pasante.
14. Procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la cara del extremo libre (F) tiene una forma general rectangular delimitada por dos bordes opuestos, respectivamente próximo (B1) y distal (B2) del segundo elemento (16) , estando la distancia entre dichos bordes (B1, B2) comprendida entre 0, 2 y 1
mm.
15. Procedimiento de acuerdo con las reivindicaciones 2 y 14 tomadas juntas, en el que los dos bordes opuestos, próximo (B1) y distal (B2) son substancialmente paralelos al pliegue (22) .
16. Dispositivo eléctrico del tipo que comprende un substrato (12) , que forma un conductor eléctrico, y un componente eléctrico (14) provisto de al menos una clavija (16) de conexión eléctrica al substrato, caracterizado porque comprende un elemento (20) provisto de una primera parte (20A) soldada sobre la clavija y de una segunda parte (20B) aplicada, por ejemplo mediante soldadura con aporte de material, sobre el substrato (12) , presentando la primera parte (20A) del elemento (20) una temperatura de fusión superior a la de la clavija (16) .
Patentes similares o relacionadas:
Luna con un elemento de conexión eléctrica y con un cable flexible de conexión, del 15 de Julio de 2020, de SAINT-GOBAIN GLASS FRANCE: Luna con al menos un elemento de conexión eléctrica y un cable de conexión, que comprende al menos: - un sustrato , - una estructura […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Conexiones y métodos de cables superconductores, del 6 de Noviembre de 2019, de Advanced Conductor Technologies LLC: Una estructura de conector para un cable superconductor que tiene una pluralidad de cintas superconductoras enrolladas alrededor […]
 Procedimiento para producir un subconjunto de conexión de un cuerpo plano, del 30 de Octubre de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento para producir un subconjunto de conexión de un cuerpo plano , que comprende las siguientes etapas:
- poner a disposición un cuerpo plano […]
Procedimiento para producir un subconjunto de conexión de un cuerpo plano, del 30 de Octubre de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento para producir un subconjunto de conexión de un cuerpo plano , que comprende las siguientes etapas:
- poner a disposición un cuerpo plano […]
Conector de control electrónico, control electrónico para accionar un compresor hermético, del 23 de Octubre de 2019, de Embraco Indústria de Compressores e Soluções em Refrigeração Ltda: Conector de control electrónico para conectar un pin de un conector de un compresor hermético a una pista de una placa de circuito impreso , comprendiendo […]
Procedimiento para la realización tecnológicamente optimizada de uniones por soldadura indirecta, del 2 de Octubre de 2019, de FEW Fahrzeugelektrikwerk GmbH & Co. KG: Procedimiento para la realización tecnológicamente optimizada de uniones por soldadura indirecta exentas de plomo, en el que al menos una de las partes que han […]
Procedimiento para realizar una unión por soldadura indirecta, conector eléctrico para la unión por soldadura indirecta a un cable coaxial y uso de un conector de este tipo, del 21 de Agosto de 2019, de TELEGARTNER KARL GARTNER GMBH.: Procedimiento para realizar una unión por soldadura indirecta entre al menos dos componentes , en el que, para fundir un material de […]
Unión de conexión con una disposición de cable y una disposición de placa, así como método para establecer esta unión de conexión, del 15 de Mayo de 2019, de MD Elektronik GmbH: Unión de conexión con una disposición de cable y una disposición de placa , con las características siguientes: - la disposición de […]